

Processing technology for prolonging service life of guiding slide shoes
A technology of guiding sliding shoes and processing technology, which is applied in metal processing equipment, manufacturing tools, arc welding equipment, etc., can solve problems such as difficulty in grinding and polishing, complex structure, non-wearable sliding shoes, etc., and achieves reasonable design of process steps, Reasonable structural design, avoiding the effect of stress concentration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
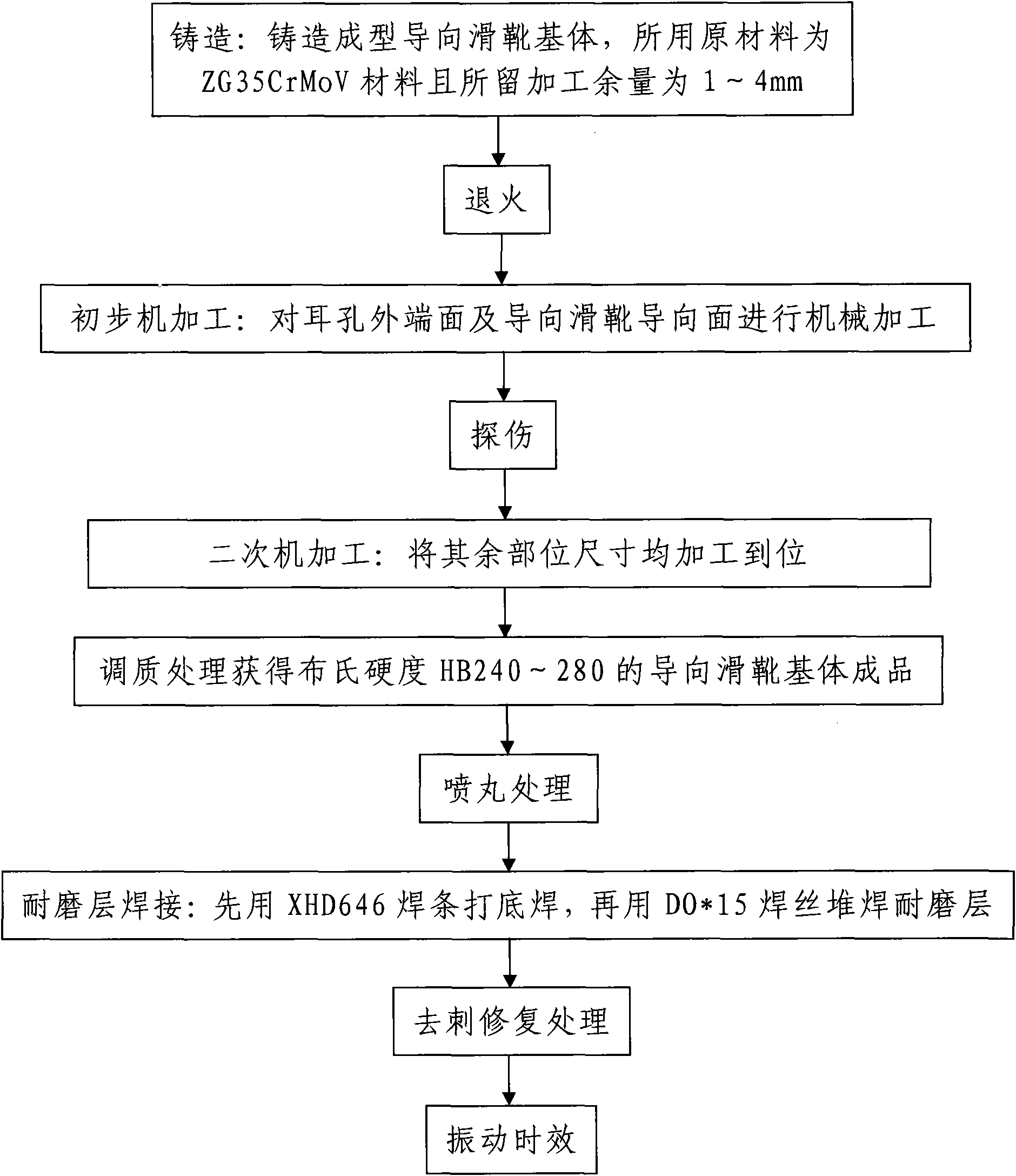
[0055] In this embodiment, the processing technology for prolonging the service life of the guide shoe according to the present invention includes the following steps:
[0056] Step 1. Casting: adopt a casting furnace to cast and form the preliminary molded product of the guide shoe base. The raw material used in casting is ZG35CrMoV material. The internal cavity structure of the casting molding mold used during casting and the structure of the guide shoe base to be formed Correspondingly, the total thickness of the wear-resistant layer and the bottom welding layer between the wear-resistant layer and the guide surface is 6 mm, and the casting molding mold is used to form the guide shoe base between two adjacent guide surfaces. The forming corners of the included corners are all rounded corners with a radius of 8mm; the machining allowance left during casting is 2mm. The ZG35CrMoV material contains the following chemical components: 0.28-0.35% C, 1.0-1.4% Cr, 0.3-0.5% Mo, 0.5-...
Embodiment 2
[0074] In this embodiment, the difference from Embodiment 1 is that when the structure of the casting mold is determined in step 1, the total thickness of the wear-resistant layer and the bottoming welding layer between the wear-resistant layer and the guide surface is 6.5 mm and the molding angle used to form the angle between two adjacent guide surfaces of the guide shoe base in the casting molding mold is a rounded corner with a radius of 6 mm; the machining allowance left during casting is 4 mm. During the secondary machining in step 5, it is ensured that each root, that is, the edges and corners in the preliminary product of the guide shoe base is processed into a rounded corner with a radius of 6 mm. Before the bottom welding in step 801, put the XHD646 electrode into the oven for drying and keep it warm for 1 hour, and the drying temperature is 220°C; When the temperature of the guide surface of the finished boot substrate is preheated to 220°C, start welding. And when...
Embodiment 3
[0076] In this embodiment, the difference from Embodiment 1 is that when the structure of the casting mold is determined in step 1, the total thickness of the wear-resistant layer and the bottoming welding layer between the wear-resistant layer and the guide surface is 5.5 mm and the molding angles used to form the angle between two adjacent guide surfaces of the guide shoe base in the casting molding mold are all rounded corners with a radius of 7 mm; the machining allowance left during casting is 1 mm. During the secondary machining in step 5, it is ensured that each root, that is, the edges and corners in the preliminary product of the guide shoe base is processed into a rounded corner with a radius of 7 mm. Before root welding in step 801, put the XHD646 electrode into an oven for drying and heat preservation for 2 hours, the drying temperature is 180°C; When the temperature of the finished guiding surface of the boot substrate is preheated to 280°C, start welding. And wh...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Radius | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Brinell hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More