

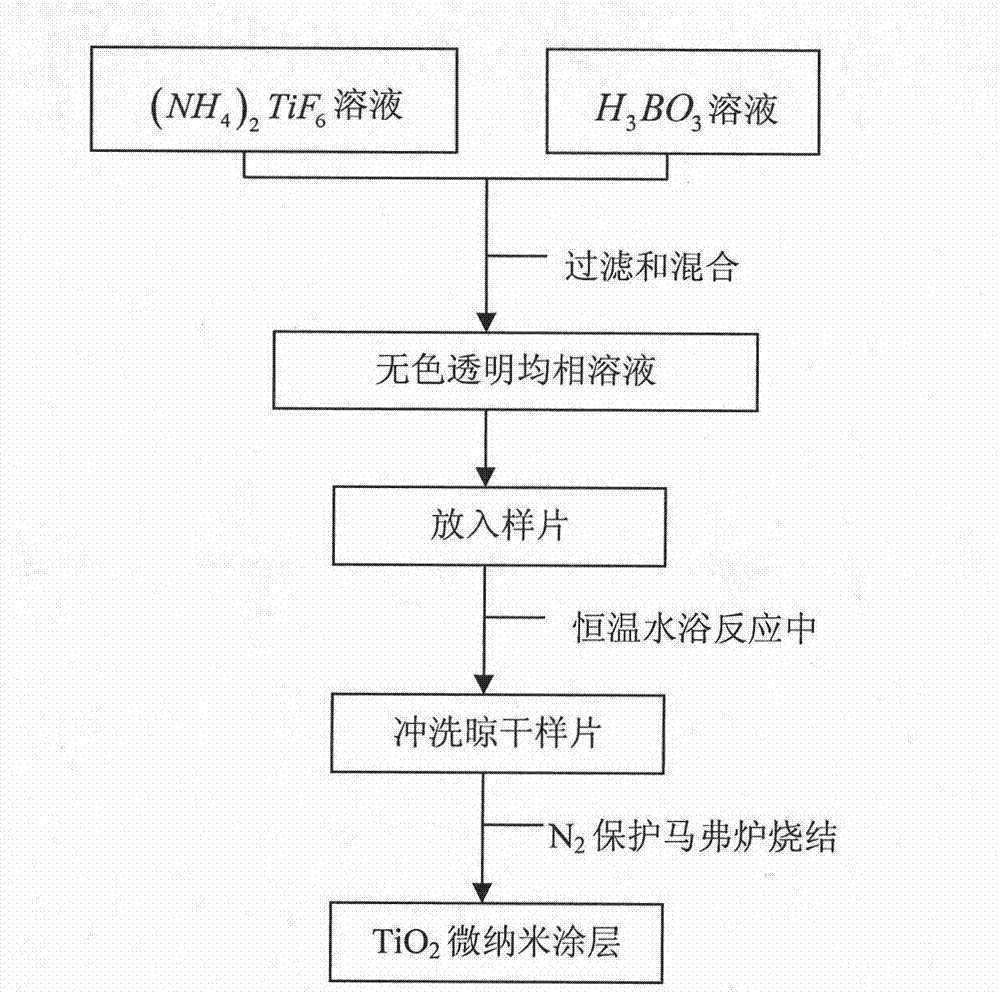
Method for preparing enhanced heat-transfer and scale prevention coating of micron/nanometer titanium dioxide on stainless steel substrate
A technology of enhancing heat transfer and titanium dioxide, which is applied in the coating process of metal materials, etc., can solve the problems of low sintering temperature, easy oxidation of the substrate, and low temperature resistance, etc., and achieve the effect of firm bonding, small roughness, and low market price
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0045] (a) Coarse grinding: use 300# sandpaper to remove surface dirt and the initial groove of the base until the surface of the base is completely covered with 300# sandpaper texture; use 500# sandpaper to polish until the base surface is covered with 500# sandpaper texture; then use 1000# Sand paper until the substrate surface is covered with 1000# sandpaper texture. Fine Grinding: Grinding with 2000# sandpaper to remove streaks, the base texture is very fine and bright at this time. Polishing: Coat commercially available green polishing soap with the wool polishing wheel of C121 type metal polishing machine, polish the stainless steel substrate surface for 5 minutes, the surface roughness after polishing Ra=23.0nm; Ultrasonic immersion cleaning in NaOH solution with a mass percentage of 3% and a temperature of 40°C for 5 minutes to remove stubborn grease; then immerse the sample in hydrochloric acid with a mass percentage of 3% and a temperature of 30°C for 10 minutes to r...
Embodiment 2
[0050] (a) Coarse grinding: use 400# sandpaper to grind along the same direction to remove surface dirt and the initial groove of the base until the base surface is completely covered with 400# sandpaper texture; use 700# sandpaper to grind along the 90° direction of the 400# sandpaper texture until The base surface is covered with 700# sandpaper texture; then use 1500# sandpaper to polish along the 90° direction of the 700# sandpaper texture until the base surface is covered with 1500# sandpaper texture. Fine Grinding: Grinding with 2500# sandpaper to remove streaks, the base texture is very fine and bright at this time. Polishing: Coat commercially available green polishing soap with the wool polishing wheel of C121 type metal polishing machine, polish the stainless steel substrate surface for 10 minutes, the surface roughness after polishing Ra=36.2nm; Ultrasonic immersion and cleaning in NaOH solution with a mass percentage of 8% and a temperature of 60°C for 10 minutes to...
Embodiment 3
[0055] (a) Coarse grinding: use 300# sandpaper to grind along the same direction to remove surface dirt and the initial groove of the base until the base surface is completely covered with 300# sandpaper texture; use 900# sandpaper to grind along the 90° direction of the 300# sandpaper texture until The base surface is covered with 900# sandpaper texture; then use 1800# sandpaper to polish along the 90° direction of the 900# sandpaper texture until the base surface is covered with 1800# sandpaper texture. Fine Grinding: Grinding with 2000# sandpaper to remove streaks, the base texture is very fine and bright at this time. Polishing: Coat commercially available green polishing soap with the wool polishing wheel of C121 type metal polishing machine, polish the stainless steel substrate surface for 5 minutes, the surface roughness after polishing Ra=45.9nm; Ultrasonic immersion and cleaning in NaOH solution with a mass percentage of 3% and a temperature of 40°C for 5 minutes to r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| surface energy | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More