

Procession welding method for superfine stainless steel mesh
A technology of precision welding and stainless steel screen, used in welding equipment, plasma welding equipment, metal processing equipment and other directions, can solve problems such as unfavorable industrial promotion, low production efficiency, difficult cleaning, etc., to achieve industrial promotion, good welding effect, welding reliable results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
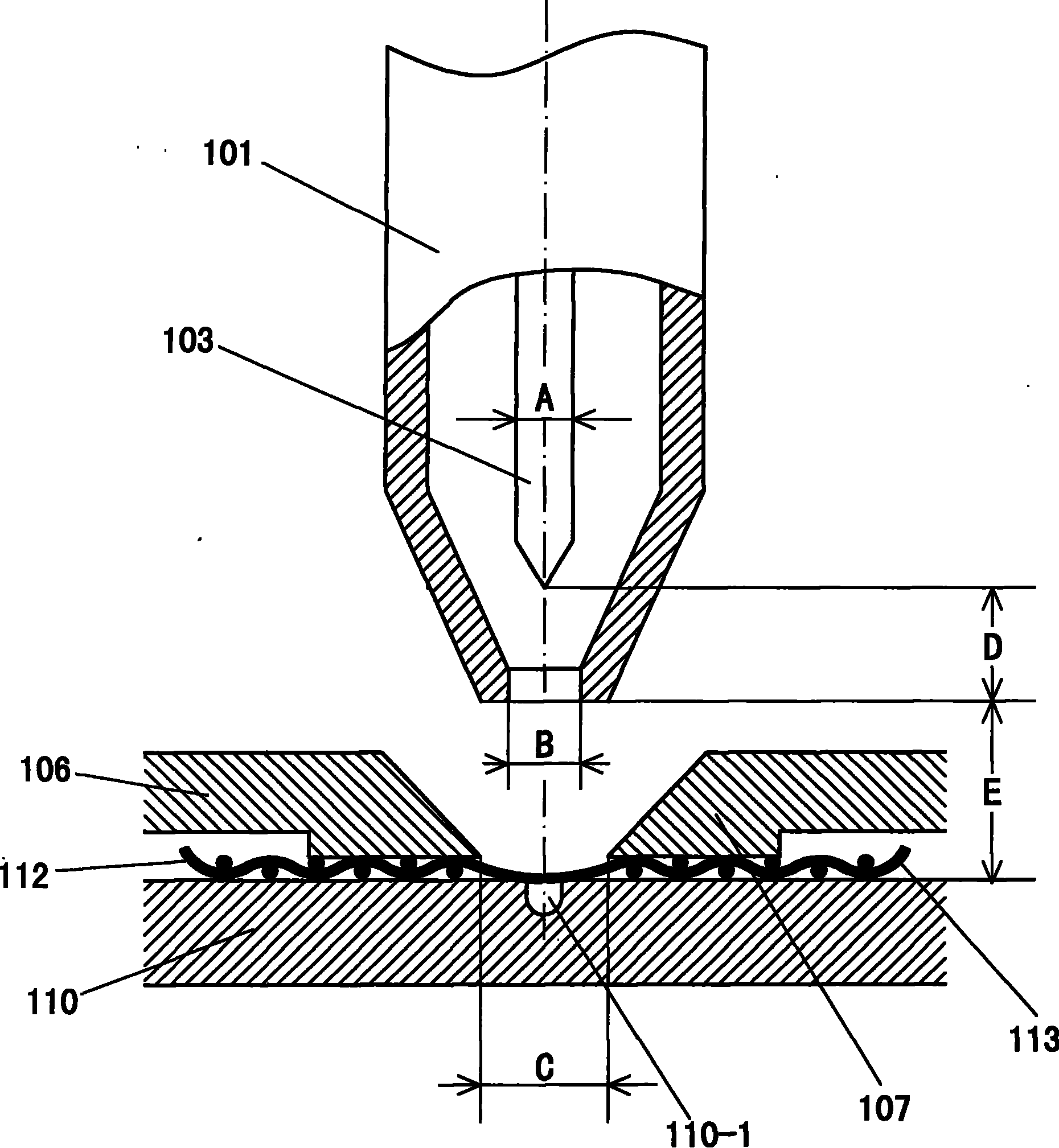
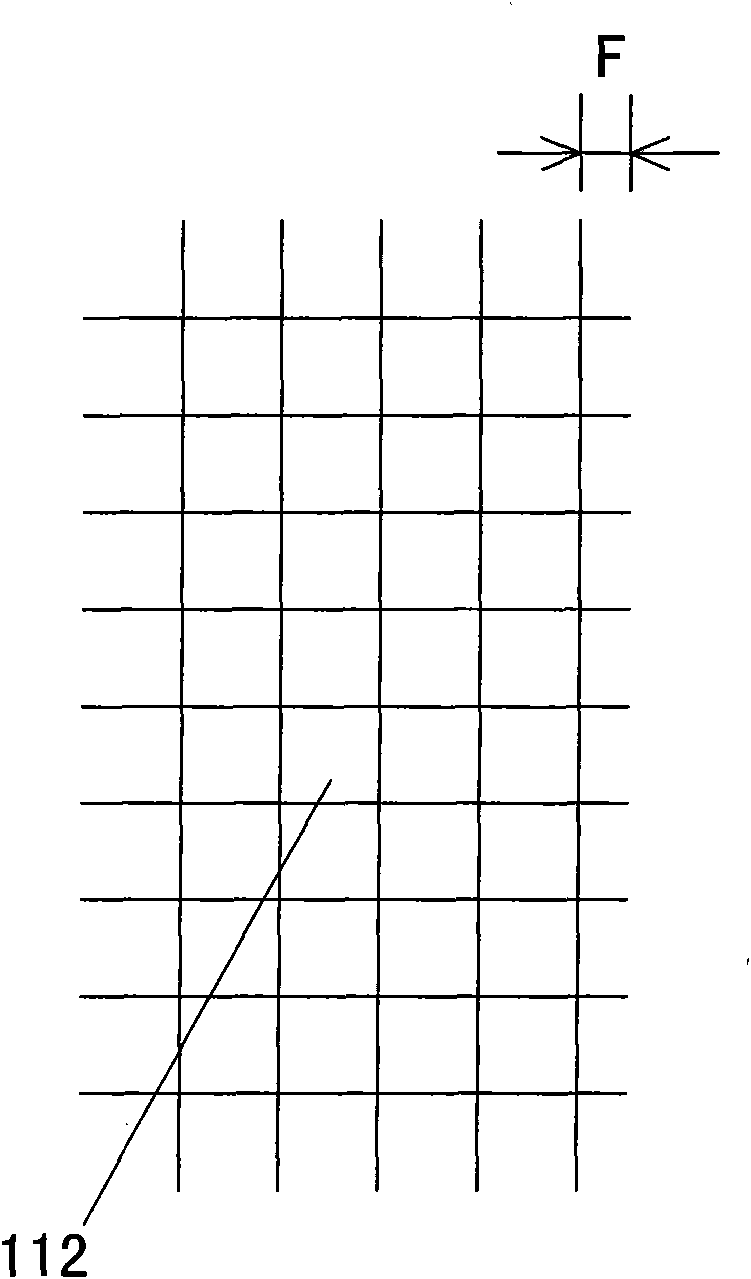
[0051] combine Figure 2 to Figure 6 A total of 5 pictures are used for illustration.
[0052] Explanation of symbols in the figure: 101. Nozzle; 103. Tungsten rod; 106. Pressing plate; 107. Pressing plate; 110. Backing plate; 110-1. A. Tungsten rod diameter; B. Nozzle aperture; C. Gap distance at the lower part of the pressure plate; D. Tungsten rod shrinkage; E. Torch height; F. Protrusion length; G. Continuous welding forward direction.
[0053] A precision welding method for ultra-fine stainless steel screens in this embodiment, the screens are braided by ultra-fine stainless steel wires, and the diameter of the ultra-fine stainless steel wires is Φ0.20mm, and the precision welding is two Block screens are butt welded. Follow the steps below in sequence.
[0054] The first step: the preparatory work step.
[0055] The following description of the first step can be found in image 3 , Figure 4 to understand.
[0056] First, design according to the needs of the actua...
Embodiment 2
[0066] In the process of moving the welding torch from one end to the other, the position of the welding torch should be moved forward, that is, the welding machine and the welding torch should be in the welding working state in advance. In the working state, when the welding torch reaches one end of the joint, the welding machine and the welding torch have entered a stable and reliable working state, so that the front end of the screen at the joint can have a good and stable welding effect; if the aforementioned operation measures are not taken, Instead, the welding machine and the welding torch are turned on when the welding torch is located at one end of the butt joint, which may cause the problems of poor welding effect and unstable quality at the front end of the butt joint of the screen. In the same way, when the welding torch reaches the other end, the welding machine and welding torch should not stop working immediately, but should keep the welding machine and welding t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wire diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Gap distance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More