

Centrifugal casting process for minor-caliber ultra-thin-wall microalloy furnace tube
A centrifugal casting and ultra-thin-wall technology, which is applied to the centrifugal casting process of small-diameter ultra-thin-walled microalloy furnace tubes, can solve the problems of easy occurrence of pores, easy cracks and fractures, and difficult drying and discharge of paint gas. The effect of reducing the air volume and reducing the thickness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
example 1
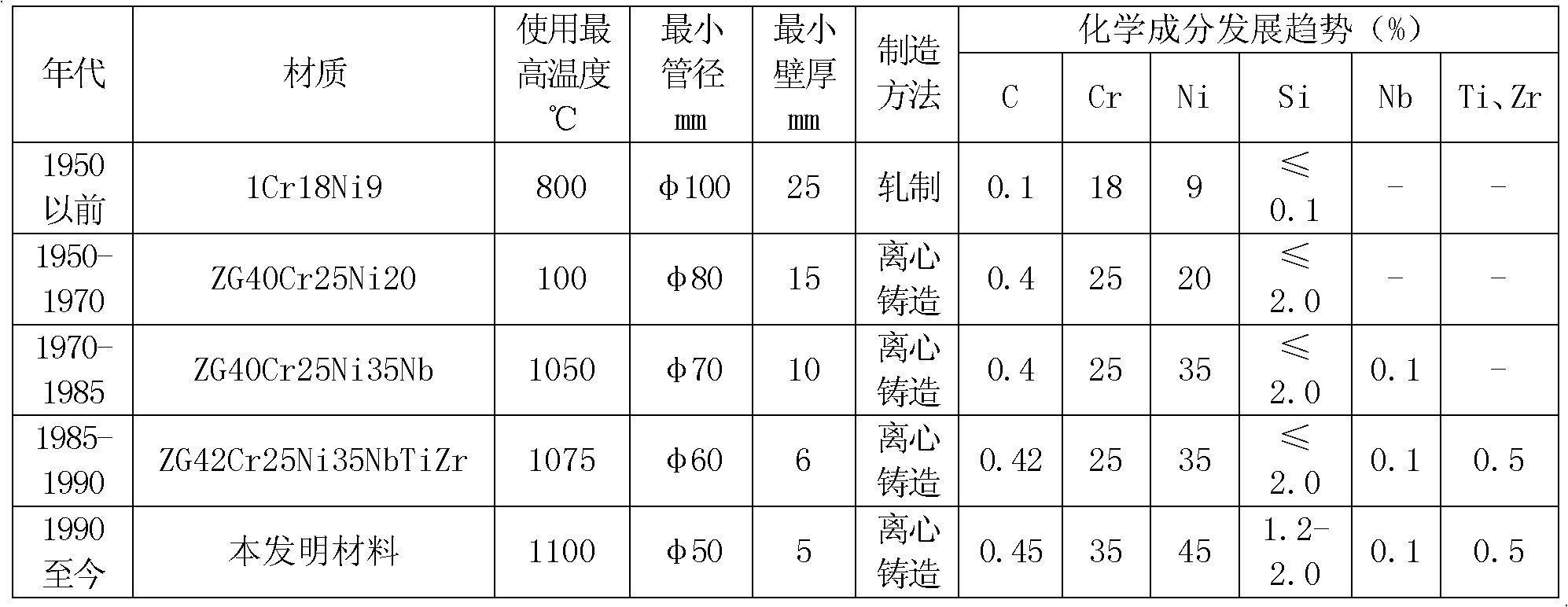
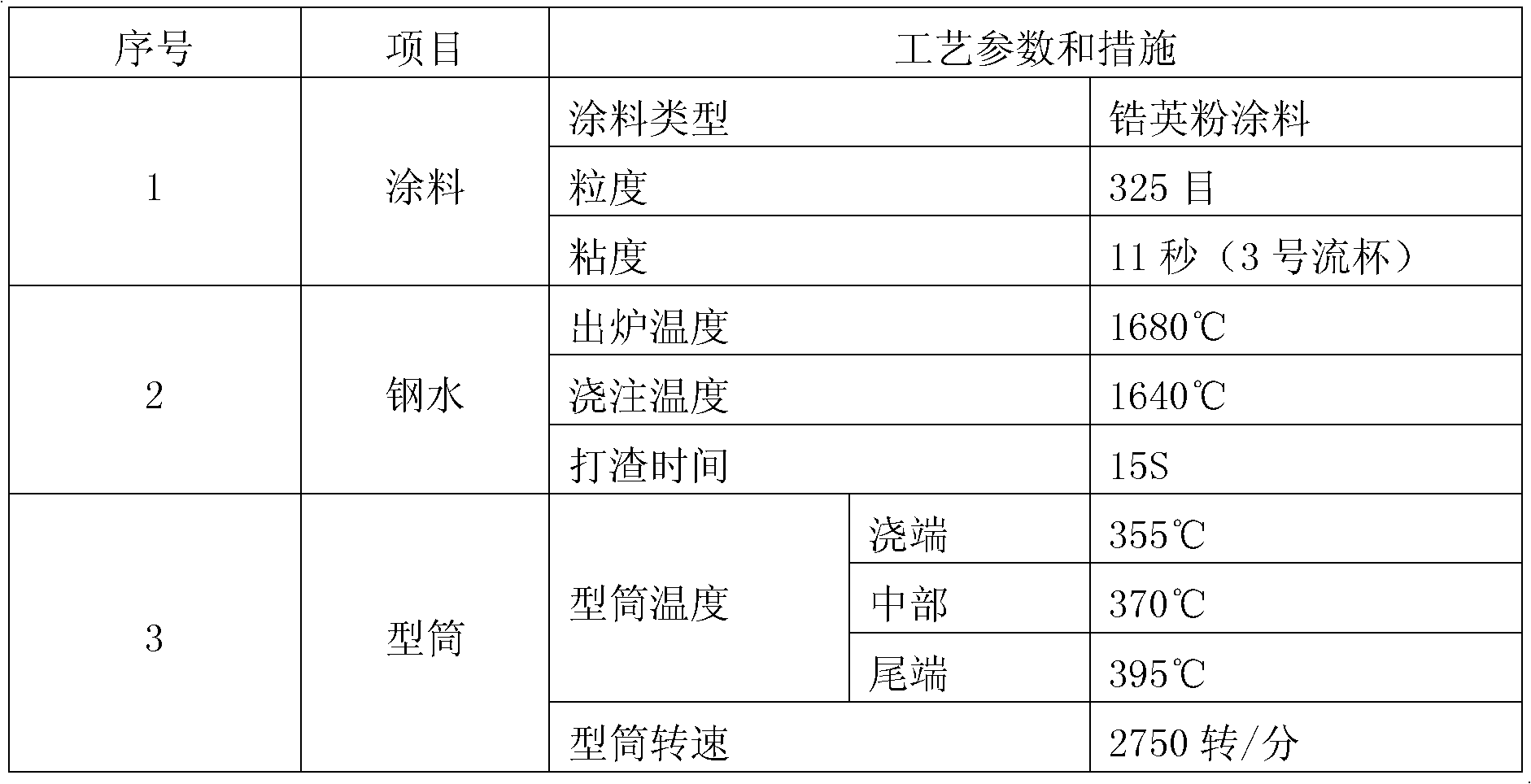
[0027] Example 1: Furnace tube specification: φ55×5×3200mm, material: ZG45Ni35Cr25NbTiZr, quantity: 500 pieces. The process used is as follows:
[0028]
[0029] Furnace tube appearance and size inspection: the surface of the furnace tube has no pores, slag inclusions, crack defects, and the size is qualified.
[0030] Inspection of mechanical properties of furnace tube at room temperature:
[0031]
[0032]
[0033] Furnace tube high temperature durability performance test:
[0034]
example 2
[0035] Example 2: Furnace tube specification: φ50×5×3100mm, material: ZG45Cr28Ni48W5, quantity: 610 pieces. The process used is as follows:
[0036]
[0037] Furnace tube appearance and size inspection: the surface of the furnace tube has no pores, slag inclusions, crack defects, and the size is qualified.
[0038] Inspection of mechanical properties of furnace tube at room temperature:
[0039]
[0040] Furnace tube high temperature durability performance test:
[0041]
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More