

Cold metal plate strip cold continuous rolling production line and production method
A metal strip and cold continuous rolling technology, which is applied in the direction of metal rolling, metal rolling, metal processing equipment, etc., can solve the problems that affect the production line production capacity, disc shear chipping, difficult to realize, etc., to achieve improved rolling Control flexibility and production capacity, improve energy saving and emission reduction capabilities, and broad application prospects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach
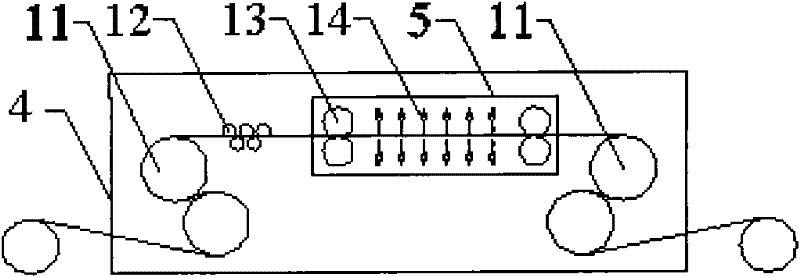
[0048] According to one embodiment of the present invention, the high-pressure jet descaling device and the stretching straightening device such as figure 2 The settings shown are for cold rolling production of continuous cold metal strips and for descaling and descaling.
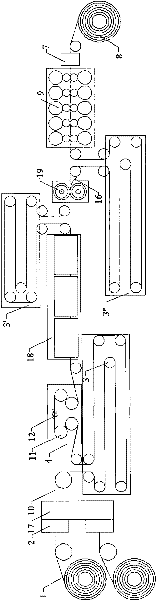
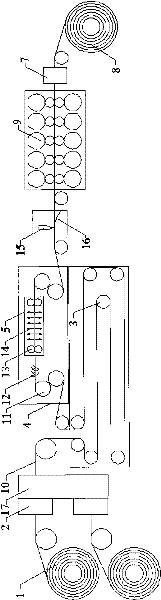
[0049] According to one embodiment of the present invention, the continuous cold metal sheet and strip cold tandem rolling production line with above-mentioned setting is such as image 3 As shown, it includes setting one or two sets of uncoilers 1, and supporting head and tail shearing machines 2 and welding equipment 17, a set of loopers 3 for storing strips and buffering, a set of stretching and straightening devices 4 and a Set of high-pressure jet descaling unit 5. The stretch straightening device 4 includes two tension roller sets 11 and one bending roller set 12, the tension rollers are respectively arranged before and after the high-pressure jet descaling unit 5, and the bending rollers are arrang...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More