

Integral forging near net shaping process for triple gear block, and prepared gear shaft
A near-net forming and integral forging technology, applied to components with teeth, belts/chains/gears, mechanical equipment, etc., can solve problems such as inability to assemble, high requirements for machining equipment, and large material loss
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] Further detailed description will be given below in conjunction with the accompanying drawings.
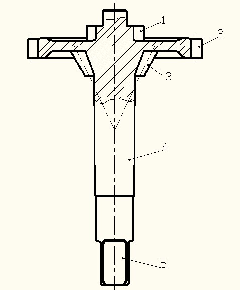
[0026] As shown in the figure, wherein: 1 is a small spur gear, 2 is a large spur gear, 3 is a bevel gear, 4 is a handle, 5 is a handle end, and 6 is a positioning sleeve.
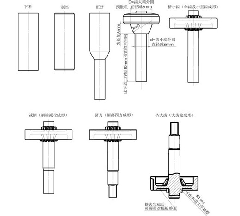
[0027] Firstly, the cold forging process is simulated according to the three-dimensional modeling software, and the mold making and material preparation are designed. The raw material of the bevel gear shaft in this embodiment is 20CrMnTi round steel bar. see Figure 1 to Figure 5 Its process steps are:
[0028] 1. Take the 20CrMnTi round steel bar and saw and cut it. After blanking, the weight of the raw material billet is greater than 8% of the weight of the finished forging billet.
[0029] 2. Machining to make billets, machining to remove the oxide skin on the surface of the raw billet, and ensuring that the weight of the billet is 3% greater than the weight of the finished forging billet.
[003...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More