

Welding method of stainless steel thin plate
A welding method and stainless steel technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as complex structures, and achieve the effects of clear process parameters, convenient groove production, and good process stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0020] The material of the stainless steel sheet is 304L, the thickness is 6mm, and the welding length is 6m.
[0021] The following steps and process parameters are used to make:
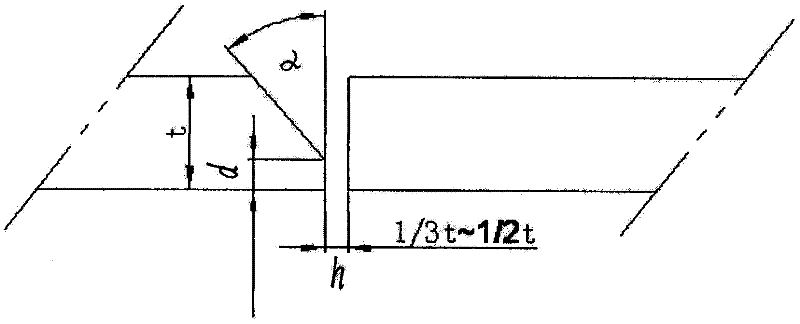
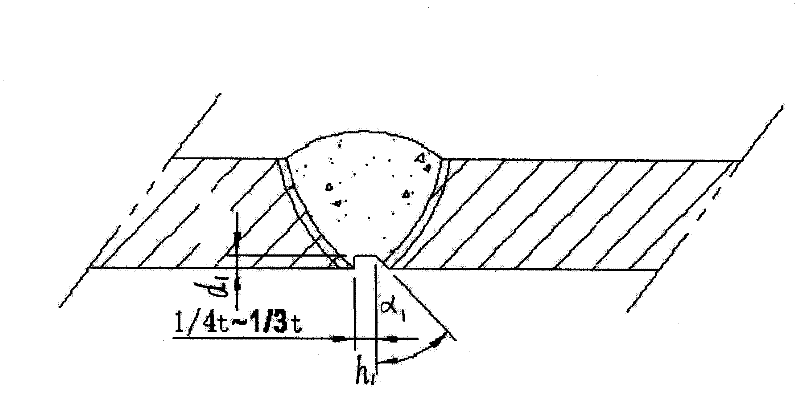
[0022] 1) A groove is processed on a stainless steel sheet to be welded, the groove cutting angle α is 30°, the uncut thickness d is 1 / 3t, and the gap h between the other stainless steel sheet to be welded is 1 / 3t, Where t is the thickness of the welded stainless steel sheet;
[0023] 2) Wipe the processed surface of the stainless steel sheet to be welded with welding ketone to remove the oil stain on the surface;
[0024] 3) After splicing the two stainless steel sheets to be welded, perform spot welding at intervals of 100mm, keep the positions of the two welded sheets fixed, and keep the gap between them even;
[0025] 4) Use oxygen as the active shielding gas, and perform welding according to the following process parameters after the molten pool is formed, welding current I: 105A, welding sp...
Embodiment 2
[0032] The material of the stainless steel sheet is 304L, the thickness is 6mm, and the welding length is 6m.
[0033] The following steps and process parameters are used to make:
[0034] 1) Process a groove on a stainless steel sheet to be welded, the groove cutting angle α is 45°, the uncut thickness d is 1 / 2t, and the gap h between the other stainless steel sheet to be welded is 1 / 2t, Where t is the thickness of the welded stainless steel sheet;
[0035] 2) Wipe the processed surface of the stainless steel sheet to be welded with welding ketone to remove the oil stain on the surface;
[0036] 3) After splicing the two stainless steel sheets to be welded, perform spot welding at intervals of 100mm, keep the positions of the two welded sheets fixed, and keep the gap between them even;
[0037] 4) Use the mixed gas of carbon dioxide and argon as the active shielding gas, and perform welding according to the following process parameters after the molten pool is formed. Weldi...
Embodiment 3
[0044] The material of the stainless steel sheet is 304L, the thickness is 6mm, and the welding length is 6m.
[0045] The following steps and process parameters are used to make:
[0046] 1) Process a groove on a stainless steel sheet to be welded, the groove cutting angle α is 40°, the uncut thickness d is 1 / 2t, and the gap h between the other stainless steel sheet to be welded is 1 / 2t, Where t is the thickness of the welded stainless steel sheet;
[0047] 2) Wipe the processed surface of the stainless steel sheet to be welded with welding ketone to remove the oil stain on the surface;
[0048] 3) After splicing the two stainless steel sheets to be welded, perform spot welding at intervals of 100mm, keep the positions of the two welded sheets fixed, and keep the gap between them even;
[0049] 4) Use the mixed gas of carbon dioxide and argon as the active shielding gas, and perform welding according to the following process parameters after the molten pool is formed. Welding...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More