

Method for brazing copper aluminum tubes without aid of brazing flux
A brazing method and flux-free technology, which is applied to tubular items, welding equipment, welding/welding/cutting items, etc., can solve the problem of short fusion line of copper-aluminum pipe welded joints, low welding success rate, and inapplicability to ultra-long pipes Non-straight pipe joint welding and other problems, to achieve the effect of automatic welding, short welding time, improvement of air tightness and bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
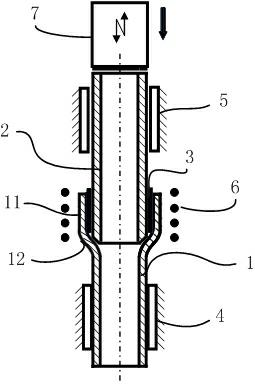
[0038] see figure 1, Take one T2 copper tube 1 and one 1060 aluminum tube 2. The dimensions of the copper tube and the aluminum tube are both: the tube wall thickness is 0.5mm, the tube length is 80mm, and the outer diameter is 8mm. After flattening the nozzles of the copper and aluminum pipes, the nozzle of one end of the copper pipe 1 is expanded into a socket by thermal expansion method. 11 has a depth of 10 mm and an inner diameter of 8.2 mm. Take a piece of Zn-4Al brazing filler metal alloy sheet (melting point is 380°C), punch out a brazing filler metal thin tube 3 with a thickness of 0.1 mm, an inner diameter of 8 mm, and a length of 12 mm through a punching machine. Clean the mouth of the aluminum tube 2 to be welded, the socket of the copper tube 1 and the brazing material thin tube 3 through an ultrasonic cleaning machine and dry them, and then insert the brazing material thin tube 3 into the socket straight tube part 11 of the copper tube 1 socket Insert the end o...
Embodiment 2
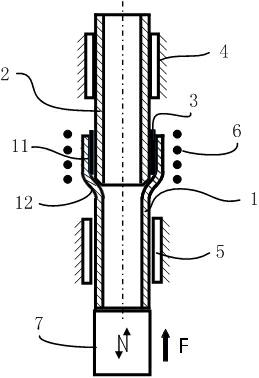
[0043] see figure 2 Compared with Example 1, this embodiment is different in that when the brazing preset joint is installed in the fixture, the copper tube 1 is put into the limiting fixture 5, and the limiting fixture 5 makes the copper tube 1 only move along its axis direction. Sliding (that is, axial sliding), the aluminum tube 2 is clamped by the fixing fixture 4; welding pressure and ultrasonic vibration are applied from the other end of the copper tube 1 along the tube axis through the ultrasonic horn 7, other steps, methods and embodiments 1 is the same.
[0044] The microscopic analysis of the longitudinal section of the welded copper and aluminum pipe joints shows that the average length of the welding fusion line reaches 10mm, that is, the overlapped parts of the copper and aluminum pipes in the socket are all welded; the weld structure is dense and the structure is distributed Uniform, without obvious pores and inclusions; the average thickness of the IMC layer o...
Embodiment 3
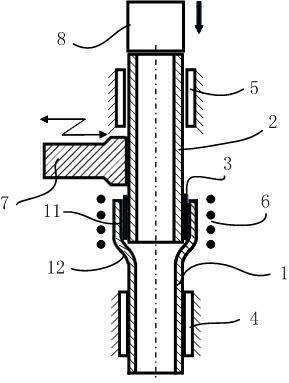
[0046] see image 3 Compared with Embodiment 1, this embodiment is different in that the welding pressure is applied axially at the end of the aluminum tube 2 through the pressure device 8, and the ultrasonic vibration is applied from the side wall of the aluminum tube 2 by the ultrasonic horn 7, and other Step method is identical with embodiment 1.
[0047] The specific implementation process is: after the joint temperature reaches 420°C, apply a constant welding pressure on the end of the aluminum tube 2 through the pressure device 8, and the pressure is 3 MPa; after the pressure is stable, start the ultrasonic pressure device to make the ultrasonic horn 7 Apply a contact pressure of 0.5MPa to the wall of the aluminum tube 2, and then start the ultrasonic vibration, the vibration direction is perpendicular to the axial direction of the aluminum tube, the ultrasonic vibration frequency is 30kHz, the amplitude is 20μm, and the vibration time is 5 seconds; stop the induction he...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More