

Steel bonded hard alloy and preparation method thereof
A technology of steel-bonded hard alloy and mixed powder, which is applied in the metal field, can solve the problems of low wear resistance, easy wear, and shorten the service life of wear-resistant sleeves, so as to improve wear resistance, prolong service life, and improve quenching hard effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0040] The present invention also provides a preparation method of steel-bonded hard alloy, comprising the following steps:
[0041] a) Mix the following raw materials to obtain mixed powder: 1.5wt%-6.0wt% refractory carbide powder, 1.0wt%-3.0wt% tungsten disulfide powder, 1.0wt%-3.0wt% carbon powder , 0.1wt% to 0.5wt% manganese powder, 10.0wt% to 18.0wt% chromium powder, 1.0wt% to 5.0wt% molybdenum powder, greater than zero and less than or equal to 1.8wt% silicon powder, greater than zero and less than Nickel powder equal to 5.0wt%, the balance being iron powder;
[0042] b) press-molding the mixed powder to obtain a steel-bonded cemented carbide green body;
[0043] c) Sintering the steel-bonded cemented carbide green body at a sintering temperature of 1130°C to 1310°C;
[0044] d) Quenching and tempering the steel-bonded hard alloy body obtained in step c), to obtain a steel-bonded hard alloy.
[0045] Step a) is a process of mixing raw materials. In order to fully mix ...
Embodiment 1
[0052] (1) With 1.5wt% carbon powder, 0.8wt% silicon powder, 0.25wt% manganese powder, 13.0wt% chromium powder, 1.0wt% molybdenum powder, 0.5wt% nickel powder, 3.0wt% Tungsten carbide powder, 3.0wt% tungsten disulfide powder and the balance of iron powder are mixed to obtain mixed powder;
[0053] (2) applying a pressure of 800 MPa to the mixed powder obtained in step (1) to obtain a green body;
[0054] (3) Sintering the green body obtained in step (2) in a vacuum at a sintering temperature of 1180° C.;
[0055] (4) The green body obtained in step (3) is subjected to quenching treatment at a quenching temperature of 1000° C., and after quenching, tempering treatment is performed at a tempering temperature of 200° C. to obtain a steel-bonded hard alloy.
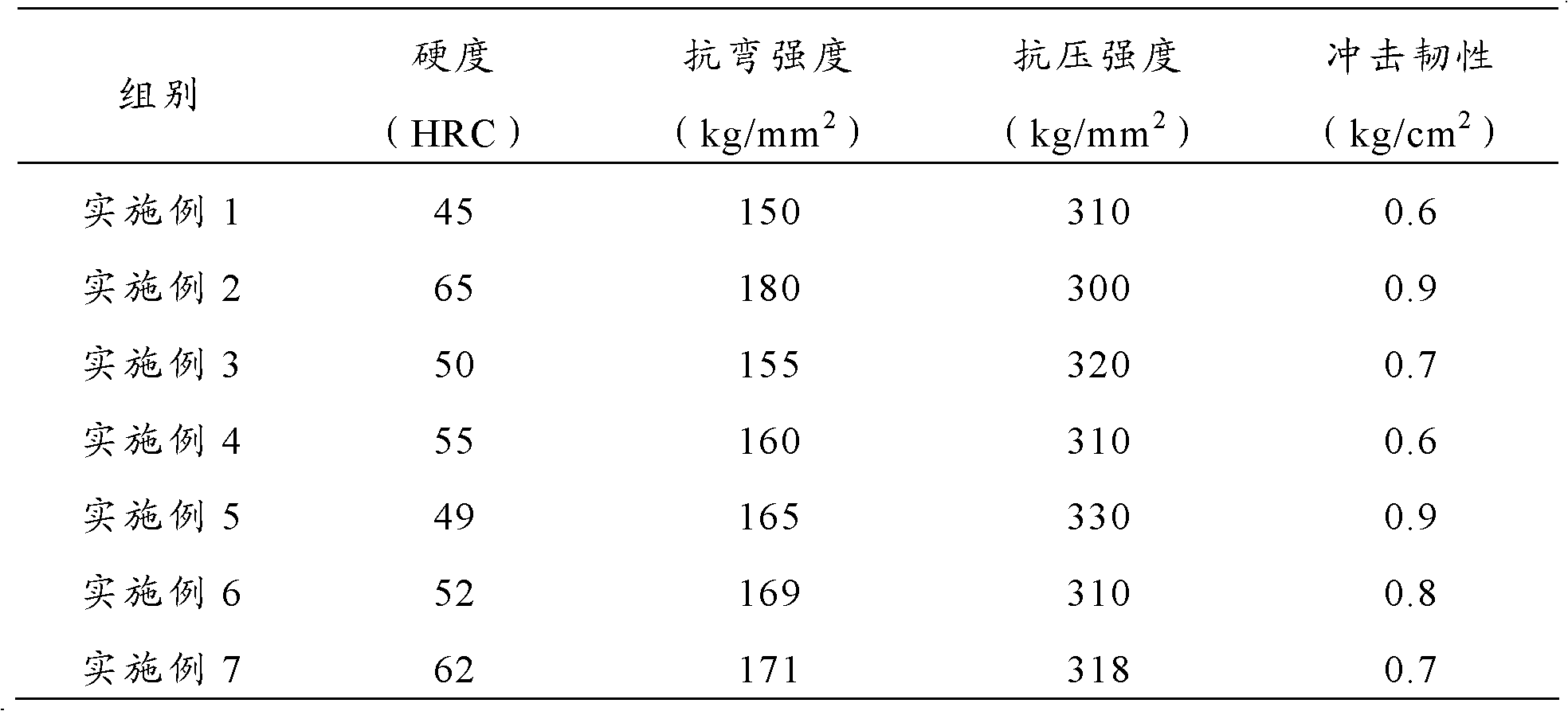
[0056] The steel-bonded cemented carbide prepared according to the above method was tested for performance, and the results are shown in Table 1.
Embodiment 2
[0058] (1) With 1.5wt% carbon powder, 0.8wt% silicon powder, 0.25wt% manganese powder, 13.0wt% chromium powder, 1.0wt% molybdenum powder, 0.5wt% nickel powder, 3.0wt% Titanium carbide powder, 2.0wt% tungsten disulfide powder and the rest of the iron powder are mixed to obtain a mixed powder;
[0059] (2) applying a pressure of 900 MPa to the mixed powder obtained in step (1) to obtain a green body;
[0060] (3) sintering the green body obtained in step (2) in a vacuum, and the sintering temperature is 1310° C.;
[0061] (4) The green body obtained in step (3) is subjected to quenching treatment at a quenching temperature of 800° C., and then tempered at a tempering temperature of 200° C. to obtain a steel-bonded hard alloy.
[0062] The steel-bonded cemented carbide prepared according to the above method was tested for performance, and the results are shown in Table 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More