

Method for manufacturing multi-layer amorphous alloy and crystal metal composite structure through diffusion welding
An amorphous alloy and diffusion welding technology, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of limited application value of materials, poor shear resistance, and high brittleness of amorphous alloy materials, and achieve Ease of popularization and use, enhanced toughness, and improved shear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
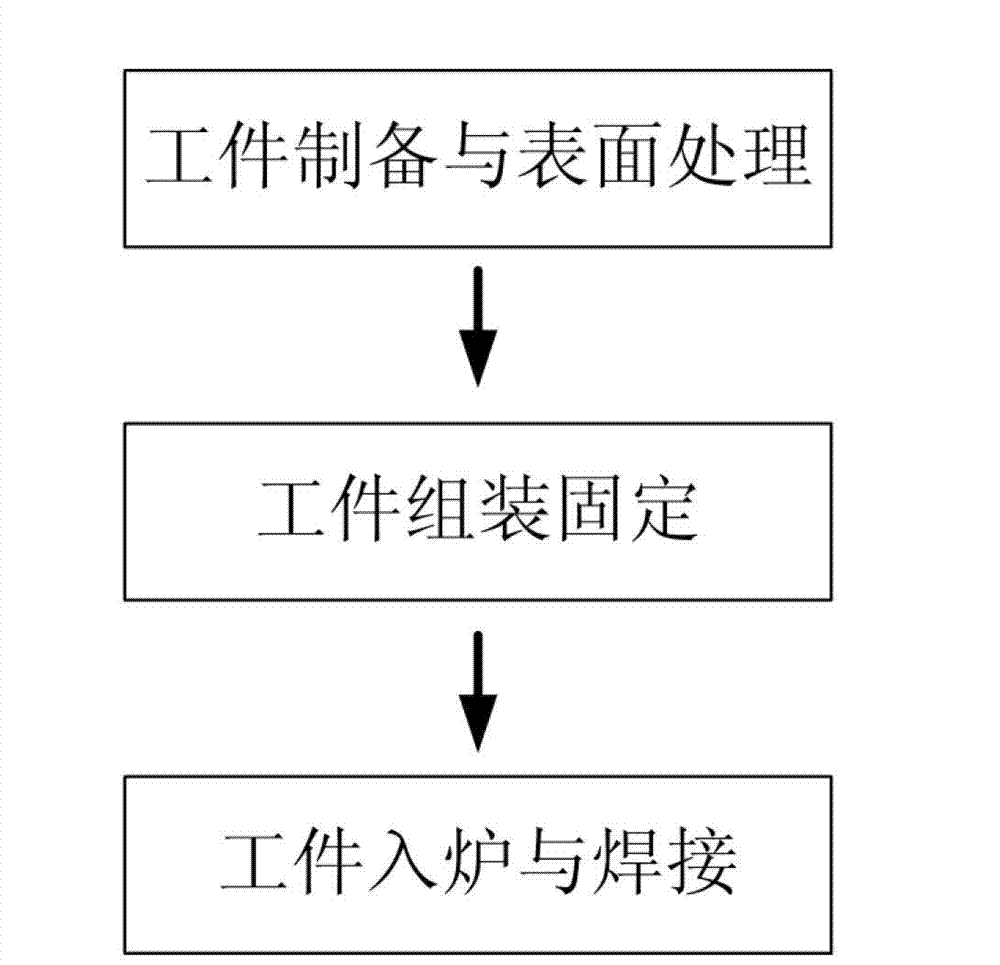
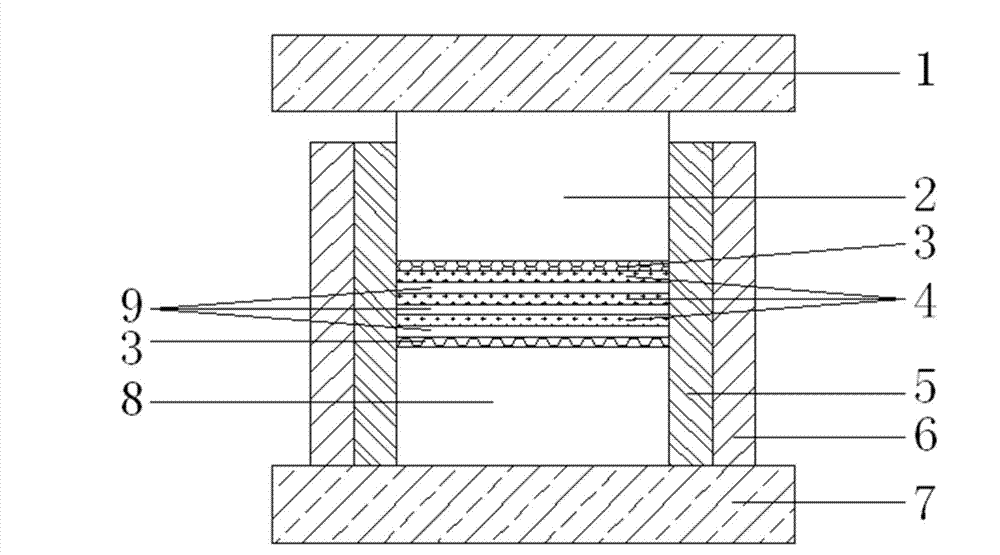
[0053] First, Zr with a thickness of 0.2mm 41 Ti 14 Cu 12.5 Ni 10 be 22.5Flakes and zirconium flakes are cut into specified sizes, and the end faces of workpieces are polished with 800#, 1000#, and 1200# sandpaper in sequence. After processing, the parallelism is better than 0.02mm, polished to a roughness of better than 1.6um, and the oxide layer is removed. Put the workpiece in acetone and ultrasonically clean it for 15 minutes. After taking out the workpiece, put it into absolute ethanol for the second ultrasonic cleaning, and then put the cleaned workpiece into clean absolute ethanol for storage. On the WC cemented carbide lower indenter, place the solder stop layer in sequence from bottom to top, and place Zr crosswise. 41 Ti 14 Cu 12.5 Ni 10 be 22.5 Flakes, zirconium flakes, solder stop layer, and finally place the WC hard alloy upper indenter, put on the mold combination jacket and the mold jacket to form a fixed workpiece. Place the fixed workpiece in a vacuum...
Embodiment 2
[0055] First, Zr with a thickness of 0.2mm 41 Ti 14 Cu 12.5 Ni 10 be 22.5 Flakes and zirconium flakes are cut into specified sizes, and the end faces of workpieces are polished with 800#, 1000#, and 1200# sandpaper in sequence. After processing, the parallelism is better than 0.02mm, polished to a roughness of better than 1.6um, and the oxide layer is removed. Put the workpiece in acetone and ultrasonically clean it for 15 minutes. After taking out the workpiece, put it into absolute ethanol for the second ultrasonic cleaning, and then put the cleaned workpiece into clean absolute ethanol for storage. On the WC cemented carbide lower indenter, place the solder stop layer in sequence from bottom to top, and place Zr crosswise. 41 Ti 14 Cu 12.5 Ni 10 be 22.5 Flakes, zirconium flakes, solder stop layer, and finally place the WC hard alloy upper indenter, put on the mold combination jacket and the mold jacket to form a fixed workpiece. Place the fixed workpiece in a vacuu...
Embodiment 3
[0057] First, Zr with a thickness of 0.2mm 55 Cu 30 Al 10 Ni 5 Flakes and zirconium flakes are cut into specified sizes, and the end faces of workpieces are polished with 800#, 1000#, and 1200# sandpaper in sequence. After processing, the parallelism is better than 0.02mm, polished to a roughness of better than 1.6um, and the oxide layer is removed. Put the workpiece in acetone and ultrasonically clean it for 15 minutes. After taking out the workpiece, put it into absolute ethanol for the second ultrasonic cleaning, and then put the cleaned workpiece into clean absolute ethanol for storage. On the WC cemented carbide lower indenter, place the solder stop layer in sequence from bottom to top, and place Zr crosswise. 55 Cu 30 Al 10 Ni 5 Flakes, zirconium flakes, solder stop layer, and finally place the WC hard alloy upper indenter, put on the mold combination jacket and the mold jacket to form a fixed workpiece. Place the fixed workpiece in a vacuum diffusion welding furn...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More