

Self-lubricating non-metallic side bearing plate as well as material and production technology thereof
A non-metallic, self-lubricating technology, applied in the direction of the lateral relative movement between the underframe and the bogie, etc., can solve the problems of large fluctuations in the friction coefficient, the matching amount of lubricating oil, the hidden danger of locomotive safety, etc., to achieve excellent Mechanical strength, good comprehensive performance, the effect of meeting the mechanical requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] Example 1 Proportion and preparation of materials for self-lubricating non-metallic side bearings
[0044] Take 180 parts of monomeric caprolactam, 0.9 parts of sodium hydroxide, 4.5 parts of lexna gum and 0.5 parts of HPT transparent black solution.
[0045] Specific manufacturing steps:
[0046] (1) Weigh each raw material component according to the weight ratio;
[0047] (2) First heat each component to obtain an active melt material. The specific sequence is to put the monomer caprolactam into the reactor to heat and melt, then put in the sodium hydroxide solution, vacuumize the reactor, and then inject Add the lechna gum and stir.
[0048] (3) Preheat the mold at 110°C and fill it with nitrogen;
[0049] (4) Quickly add the active melt material obtained in step (2) into the mold described in step (3), and polymerize for 100s under the condition of greater than 15Mpa;
[0050] (5) Pressurization, demoulding, and the demoulding time from the self-sufficient pr...
Embodiment 2
[0054] Example 2 Preparation of the side plate
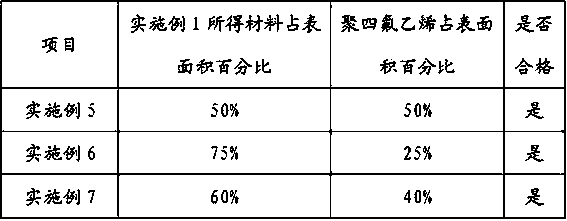
[0055] The surface area contains 62% of the self-lubricating non-metallic side bearing plate material obtained in Example 1 and 38% of polytetrafluoroethylene.
[0056] The preparation method is as follows:
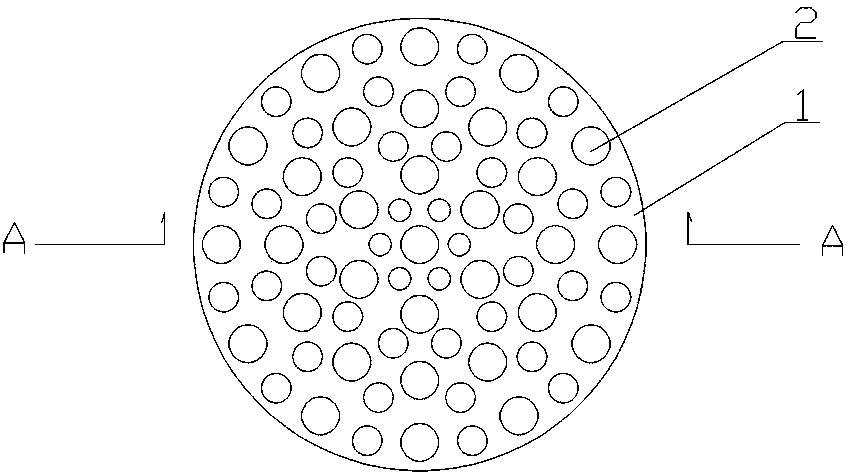
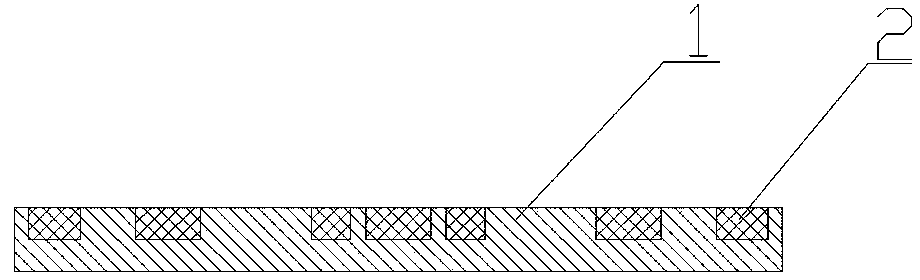
[0057] The material used for the self-lubricating non-metallic side bearing plate obtained in Example 1 is machined, and the workpiece is correctly clamped on the special tooling according to the requirements of the process card, and processed to the following figure 1 And attached figure 2 The required size is drilled to obtain the main body 1 of the disk, and then matched with the polytetrafluoroethylene mosaic block 2, an appropriate amount of epoxy adhesive is added, and then subsequent engraving, testing, packaging and storage are carried out.
Embodiment 3
[0058] Example 3 Proportion and preparation of materials for self-lubricating non-metallic side bearings
[0059]Take 165 parts of monomeric caprolactam, 1.5 parts of sodium hydroxide, 6.6 parts of lechner gum and 1.5 parts of HPT transparent black solution.
[0060] Specific manufacturing steps:
[0061] (1) Weigh each raw material component according to the weight ratio;
[0062] (2) First heat each component to obtain an active melt material. The specific sequence is to put the monomer caprolactam into the reactor to heat and melt, add HPT transparent black, and then put in sodium hydroxide solution, and pump the reactor. Vacuum, then put Lechna gum into it, stir.
[0063] (3) Preheat the mold at 165°C and fill it with nitrogen;
[0064] (4) Quickly add the active melt material obtained in step (2) into the mold described in step (3), and polymerize for 85s under the condition of greater than 15Mpa;
[0065] (5) Pressurization, demoulding, and the demoulding time from...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More