

Thermal-state slag online modification device
A modification device and a technology for hot slag, applied in the field of hot slag online modification device, can solve the problems of difficulty in realizing, not realizing slag modification, low waste heat recovery efficiency, etc., and reduce conventional processing technology. , The effect of a wide range of applicable raw materials, reducing the floor space and the degree of wear and tear of the equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Coal powder, ball milled through 100-mesh standard sieve, particle size <0.15mm, ash content 14.08%.
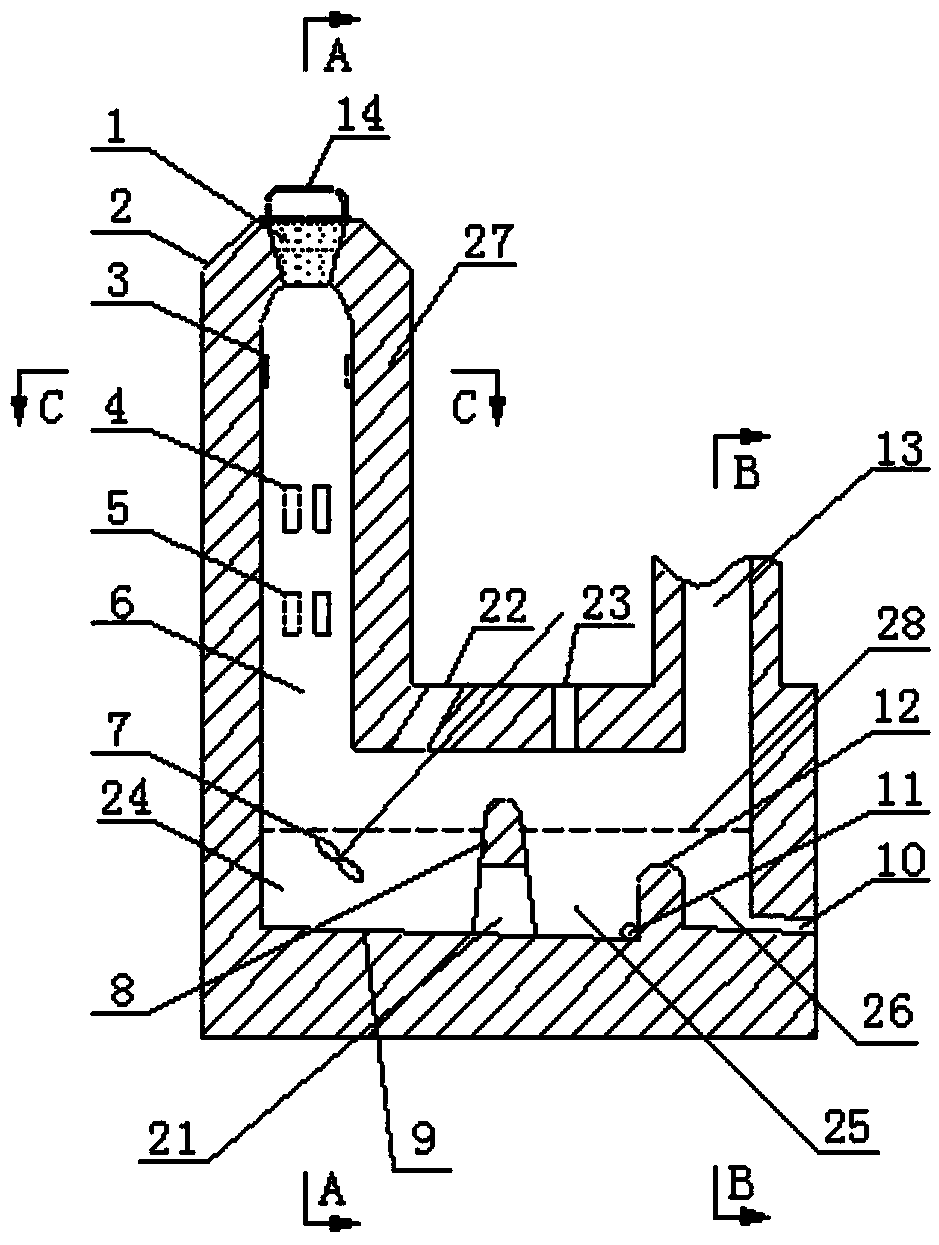
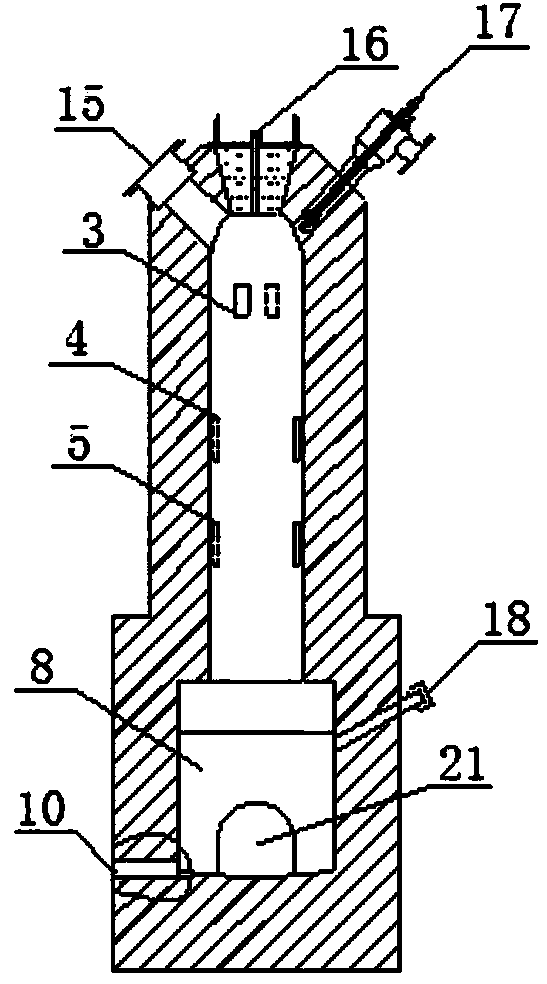
[0036] The liquefied petroleum gas and air are fed into the ignition burner 17 and the supplementary heat burner 19, and the gas mixture is ignited, and the heat generated by combustion gradually preheats the inner space of the reforming furnace and the refractory material. After the temperature at the tertiary air section gradually rises to 650-700°C, and the temperature in the reforming chamber 24 gradually rises to 400-470°C, the coal is injected into the furnace from the primary tuyere 3 by using the rotary feeder and the blast blowing pipe powder, and close the reheating burner 19. Under the action of the ignition burner 17, the pulverized coal sprayed into the furnace is ignited, and the temperature of each area in the reforming furnace further increases. Control the pulverized coal injection rate to 50-70kg / h, and the primary air blast volume to 380-440m 3 / h,...
Embodiment 2
[0038] High-temperature slag: blast furnace slag, temperature 1500°C; pulverized coal, ball milled through a 100-mesh standard sieve, particle size <0.15mm, ash content 14.08%. Modifier, without ball milling and sieving, particle size <1mm.
[0039] The liquefied petroleum gas and air are fed into the ignition burner 17 and the supplementary heat burner 19, and the gas mixture is ignited, and the heat generated by combustion gradually preheats the inner space of the reforming furnace and the refractory material. After the temperature at the tertiary air section gradually rises to 650-700°C, and the temperature in the reforming chamber 24 gradually rises to 400-470°C, the coal is injected into the furnace from the primary tuyere 3 by using the rotary feeder and the blast blowing pipe powder, and close the reheating burner 19. Under the action of the ignition burner 17, the pulverized coal sprayed into the furnace is ignited, and the temperature of each area in the reforming fu...
Embodiment 3
[0041] High-temperature slag: steel slag, temperature 1600°C; coal powder, ball milled through a 100-mesh standard sieve, particle size <0.15mm, ash content 14.08%. Modifier, without ball milling and sieving, particle size <1mm.
[0042] The liquefied petroleum gas and air are fed into the ignition burner 17 and the supplementary heat burner 19, and the gas mixture is ignited, and the heat generated by combustion gradually preheats the inner space of the reforming furnace and the refractory material. After the temperature at the tertiary air section gradually rises to 650-700°C, and the temperature in the reforming chamber 24 gradually rises to 400-470°C, the coal is injected into the furnace from the primary tuyere 3 by using the rotary feeder and the blast blowing pipe powder, and close the reheating burner 19. Under the action of the ignition burner 17, the pulverized coal sprayed into the furnace is ignited, and the temperature of each area in the reforming furnace furthe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More