

Chrome-nickel alloy overlaying welding process of multipoint mooring device
A multi-point mooring, chromium-nickel alloy technology, applied in welding equipment, metal processing equipment, welding/welding/cutting items, etc., can solve the control of high thermal crack sensitivity, air holes and cracks, and chemical element content of the surfacing layer It is not easy to avoid problems such as air holes and cracks, the welding process is stable, and the effect of strong practicability is achieved.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0027] The chromium-nickel alloy surfacing welding process of the multi-point mooring device of the present embodiment is characterized in that it comprises the following steps:
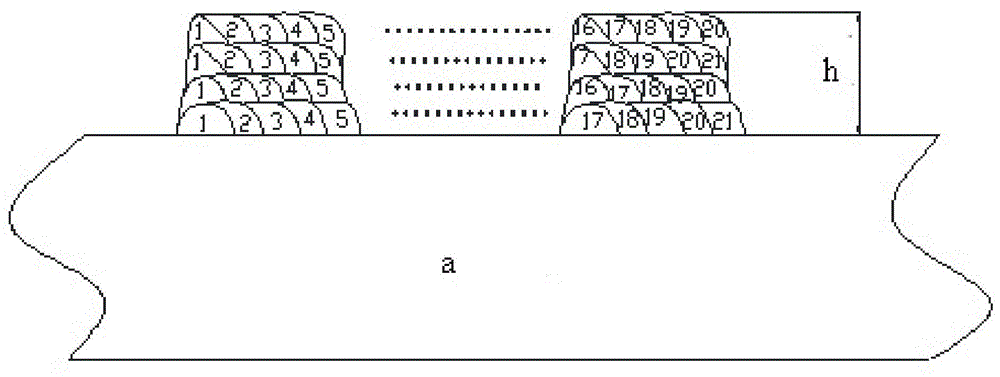
[0028] (1) Cleaning of the base metal before welding, specifically including: grinding or polishing the surface of the base metal a before surfacing, and wiping the surface with acetone solution. In this embodiment, the base metal a is EH36D Z with a thickness of 50mm. to steel.
[0029] (2) Preheat the base metal a with a baking gun before welding, and the preheating temperature is 93°C to prevent thermal cracks caused by excessive cooling during the first layer of welding.
[0030] (3) Select welding materials: ENiCrMo-3 welding rod with a diameter of 4mm, dry it before use, and then plug it in with a heat preservation bucket for use;
[0031] (4) The welding method of manual arc welding is adopted, and the interlayer temperature is strictly controlled not to exceed 165°C. The welding parameters a...
Embodiment 2
[0033] The chromium-nickel alloy surfacing welding process of the multi-point mooring device of the present embodiment is characterized in that it comprises the following steps:
[0034] (1) Cleaning of the base metal before welding, specifically including: grinding or polishing the surface of the base metal a before surfacing, and wiping the surface with acetone solution. In this embodiment, the base metal a is EH36D Z with a thickness of 50mm. to steel.
[0035] (2) Preheat the base metal a with a baking gun before welding, and the preheating temperature is 95°C to prevent thermal cracks caused by excessive cooling speed during the welding of the first layer.
[0036] (3) Select welding materials: ENiCrMo-3 welding rod with a diameter of 4mm, dry it before use, and then plug it in with a heat preservation bucket for use;
[0037] (4) The welding method of manual arc welding is adopted, and the interlayer temperature is strictly controlled not to exceed 165°C. The welding pa...
Embodiment 3
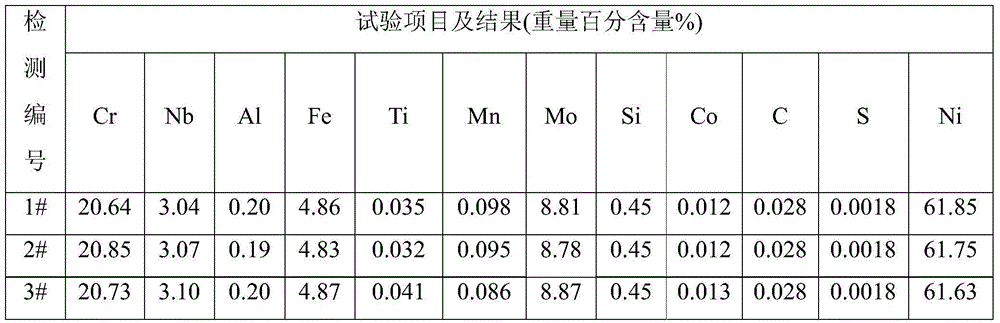
[0040] Samples were taken 7mm above the fusion surface of the surfacing layer welded in Example 1 (the actual sampling area was 6.5mm to 7.0mm) for chemical element analysis and testing. The ambient temperature of the test was 23.5°C and 58%RH. The results are shown in Table 2:
[0041] Table 2 Chemical detection results of the surfacing layer after welding
[0042]
[0043] The above testing standards are GB / T20123-2006, GB / T23942-2009. The above results show that the chemical element content of the surfacing layer meets the requirements.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More