

Glass fiber reinforced polyphenylene sulfide composite material with laser engraving function and preparation method of composite material
A technology of laser engraving and polyphenylene sulfide, which is applied in the field of polymer materials, can solve the problem of unclear white color of the product, achieve excellent laser engraving function, clear color, and is conducive to popularization and application
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
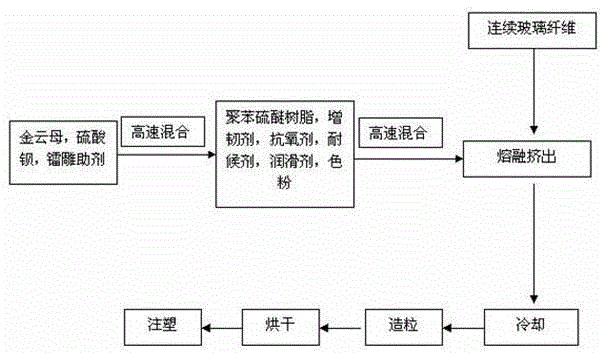
Method used
Image



Examples
Embodiment 1
[0030] 82.5 parts by weight of PPS, 8 parts by weight of toughening agent, 1 part by weight of weather resistance agent, 5 parts by weight of phlogopite, 0.5 parts by weight of laser engraving agent, 0.5 parts by weight of antioxidant, 2 parts by weight of barium sulfate, and 101 parts by weight of lubricant CAV 0.5; In a high-speed mixer, the above-mentioned components are produced at room temperature in a twin-screw extruder according to the flow route of the preparation method, and mixed uniformly. Processing conditions: material mixing speed: 500 rpm; control temperature in zone 1: 200°C, temperature in zone 2: 300°C, temperature in zone 3: 290°C, temperature in zone 4: 280°C, temperature in zone 5: 240°C, temperature in zone 6: Zone temperature: 240°C, zone 7 temperature: 240°C, zone 8 temperature: 270°C, zone 9 temperature: 300°C; host speed: 400 rpm; finally cooling, drying, pelletizing, drying, and injection molding.
Embodiment 2
[0032] 73.2 parts by weight of PPS, 7 parts by weight of toughening agent, 0.8 parts by weight of weathering agent, 4.5 parts by weight of phlogopite, 0.5 parts by weight of laser engraving agent, 0.5 parts by weight of antioxidant, 2 parts by weight of barium sulfate, and 101 parts by weight of lubricant CAV 0.5, carbon black 50L weight points 1; In the high-speed mixer, the above components are mixed according to the preparation method flow route at room temperature, and then produced in a twin-screw extruder, continuous glass fiber is added from the middle of the twin-screw, and the glass fiber is controlled. The content is 10. Processing conditions: material mixing speed: 600 rpm; control temperature in zone 1: 200°C, temperature in zone 2: 310°C, temperature in zone 3: 300°C, temperature in zone 4: 290°C, temperature in zone 5: 220°C, temperature in zone 6: Zone temperature: 220°C, zone 7 temperature: 220°C, zone 8 temperature: 270°C, zone 9 temperature: 300°C, host speed...
Embodiment 3
[0034] 66.5 parts by weight of PPS, 6 parts by weight of toughening agent, 0.6 parts by weight of weathering agent, 4.0 parts by weight of phlogopite, 0.4 parts by weight of laser engraving agent, 0.5 parts by weight of antioxidant, 1.5 parts by weight of barium sulfate, and 101 parts by weight of lubricant CAV 0.5; In a high-speed mixer, the above-mentioned components are mixed uniformly according to the production process route at room temperature and then produced in a twin-screw extruder. Continuous glass fibers are added from the middle of the twin-screws, and the glass fiber content is controlled to 20%. Processing conditions: material mixing speed: 600 rpm; control temperature in zone 1: 200°C, temperature in zone 2: 310°C, temperature in zone 3: 300°C, temperature in zone 4: 290°C, temperature in zone 5: 220°C, temperature in zone 6: Zone temperature: 220°C, zone 7 temperature: 220°C, zone 8 temperature: 270°C, zone 9 temperature: 300°C, host speed: 400 rpm; finally coo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More