

A kind of production method of heat-resistant steel welding wire
A production method and technology of heat-resistant steel, applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problems of increasing production process, high wire breakage rate, and increasing processing cost, so as to shorten the development process, Excellent impact toughness, the effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] The technical solutions of the present invention will be further described below in conjunction with preferred embodiments.
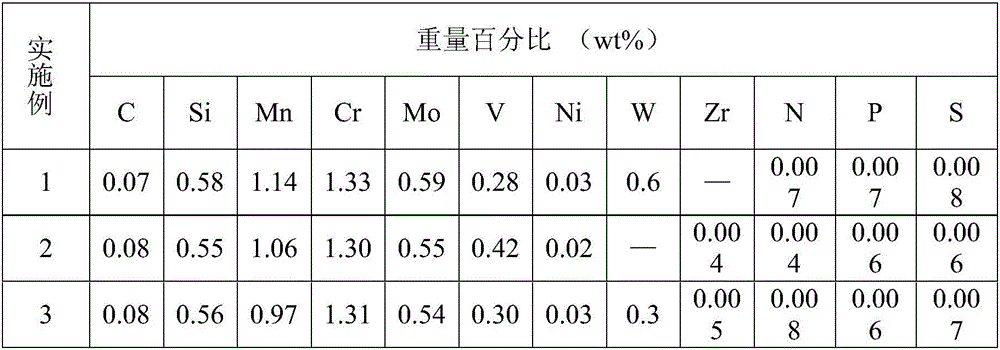
[0018] Using a 100t electric furnace for steelmaking and continuous casting, the billet is produced, and its chemical composition is (by weight): C 0.07~0.15, Si 0.40~0.80, Mn 0.40~1.20, P≤0.025, S≤0.025, Ni≤ 0.20, Cr1.20~1.60, Mo 0.40~0.65, and contain one or more of the following elements: W 0.1~0.8, V0.1~0.7, Zr 0.003~0.008, B 0.0005~0.002. The chemical composition of the sample selected in the embodiment is shown in Table 1.
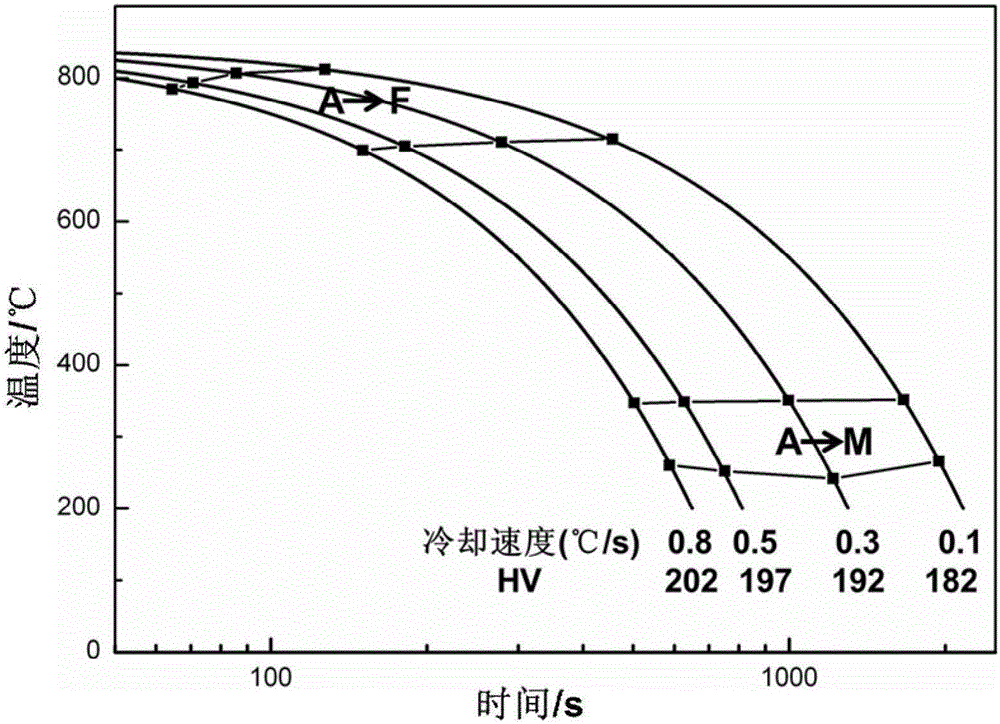
[0019] In the Gleeble thermal simulation test, the sample is heated to 1100-1200°C and held for 3-8 minutes, then cooled to 920-1050°C, held for 5 seconds, then compressed and deformed, wherein the compression rate is ≥60%, and then cooled to 850 °C, and finally cooled to room temperature at a rate of 0.1-1.0 °C / s. According to YB / T5128-93, the continuous cooling transition curves of the steels in the examples at diff...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More