

Master roller and core roller active-active twist-roll forming method for bearing outer ring for aviation main shaft cylindrical roller
A short cylindrical roller, bearing outer ring technology, applied in the direction of shafts and bearings, bearing components, threaded products, etc., can solve the problem of uneven plastic deformation, large thermal flow stress of materials, uneven distribution of hard phases, etc. To achieve the effect of saving raw materials, improving metal structure and performance, and shortening production time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
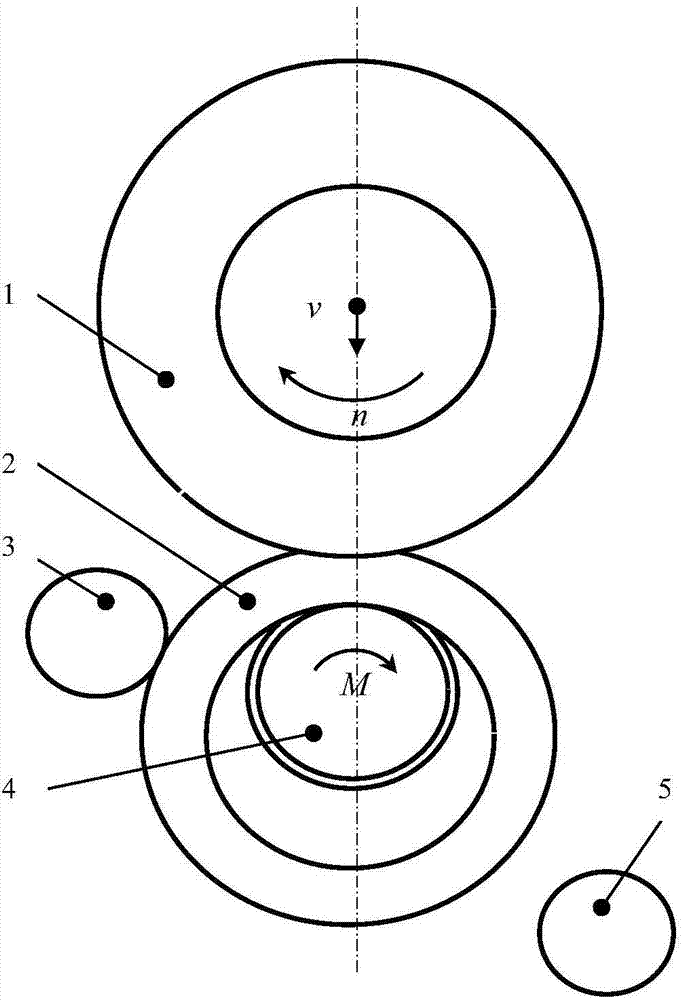
[0022] Such as Figure 1-4 Shown, a kind of method that is used for the dual-active rolling forming of main roll core roll of short cylindrical roller bearing outer ring of aviation main shaft, it comprises the following steps:
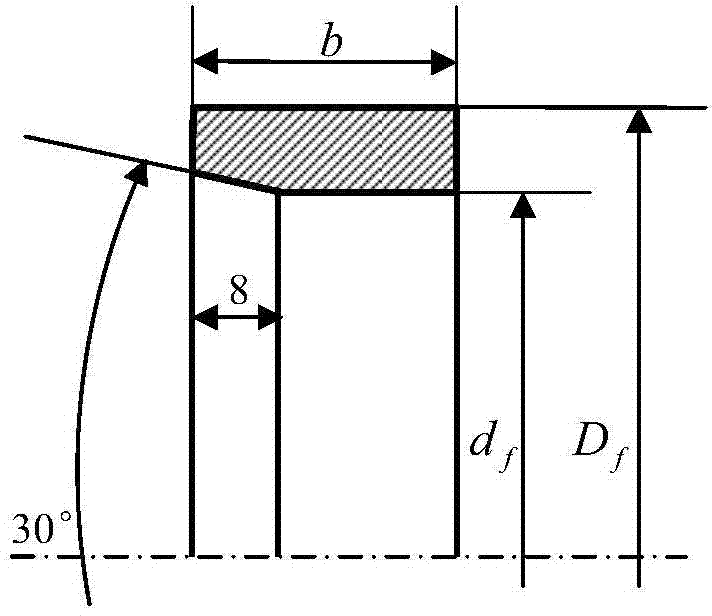
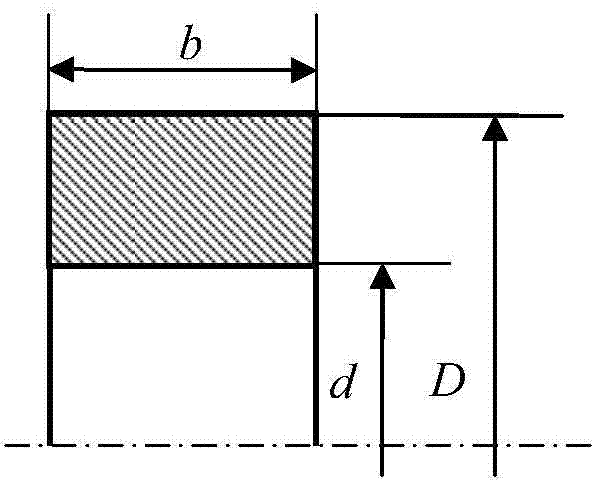
[0023] 1) Cutting: sawing the bar into sections, the length of which is L=(1~3)b, where b is the axial height of the ring forging (bearing outer ring) (also the axial dimension of the ring blank).
[0024] 2) Billet making: uniformly heat the material section from room temperature to the heat deformation temperature of high plasticity and low resistance, and then upsetting, punching, and punching the hot material section to make a ring blank for rolling.
[0025] The material section is uniformly heated from room temperature to the thermal deformation temperature of high plasticity and low resistance, and the thermal deformation temperature of the AISI-M50NiL special steel annular blank is 950°C to 1200°C (that is, the material of the annular blank is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| heat deflection temperature | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More