

Method for lowering hot cracking tendency of invar welding through layered pulse lasers
A pulsed laser and laser technology, applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problems of reducing welding stress and thermal cracks of invar steel laser welding, and achieve a wide range of options and reduce Welding temperature gradient, post-weld cooling rate, and parameter design are convenient and flexible
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
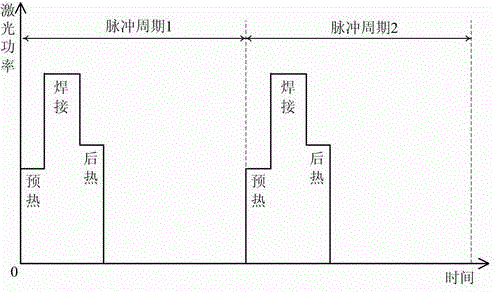
[0034] figure 1 Indicates layered pulsed laser scheme 1:
[0035] (1) Clean the joint surface of the cut invar steel specimen with ethanol, then rinse it with water and blow it dry with a fan, put it into the fixture of the welding workbench, and fix it with laser spot welding at the beginning and end of the weld, To prevent misalignment deformation during welding;
[0036] (2) Adjust the distance between the height of the laser welding head and the surface of the invar steel specimen to be 80-100mm, the positive defocus of the laser is 3-8mm, and adjust the distance between the shielding gas nozzle and the surface of the invar steel specimen to be 45 degrees at a distance of 10-15mm Corner, protective gas flow 10-15L / min;
[0037] (3) Set layered pulse laser energy separately, preheating laser power 100-240 watts, pulse width 0.5-3ms, welding laser power 300-550 watts, pulse width 2-5ms, post-welding thermal laser power 80-150 watts , the pulse width is 0.5-3ms, there is n...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More