

Explosive welding method for pre-processing rare and precious metal composite plate through severe surface deformation
A rare and precious metal, explosive welding technology, applied in welding equipment, metal processing equipment, welding/welding/cutting items, etc., can solve the problems of low interface strength and easy defects, and achieve improved interface bonding strength, low cost, and production safe effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
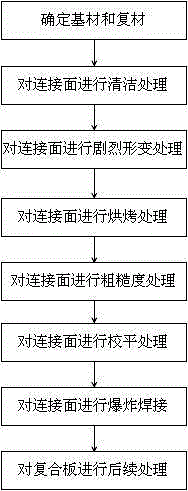
Method used
Image

Examples
Embodiment 1
[0042] The Q275 steel plate with a size of 1700mm×850mm×25mm was selected as the base material, and the TC4 titanium alloy plate with a size of 1780mm×900mm×6mm was selected as the composite material, and the explosive welding composite experiment of surface severe deformation pretreatment was carried out by shot blasting method.
[0043] First clean the connecting surface of the base material and the composite material, and use an abrasive belt grinder to perform rough grinding (20 mesh abrasive belt) and fine grinding (120 mesh abrasive belt) on the connecting surface of the Q275 steel plate and the TC4 titanium alloy plate respectively. Remove surface rust or oxide, etc., and then etch the surface with dilute nitric acid solution to eliminate the hardened layer on the connecting surface, and then rinse with water; then perform shot peening treatment on the surface of Q275 steel plate and TC4 titanium alloy plate respectively. The shot peening process parameters are , the dia...
Embodiment 2
[0045] A TU1 copper plate with a size of 1000mm×550mm×20mm was selected as the base material, and a pure tungsten plate with a size of 1100mm×600mm×10mm was selected as the composite material, and the explosive welding composite experiment of surface severe deformation pretreatment was carried out by mechanical grinding method.
[0046] First clean the connection surface of the base material and the composite material, and then use an abrasive belt grinder to perform rough grinding (20 mesh belt) and fine grinding (120 mesh sand) on the connection surface of the base material TU1 copper plate and the composite pure tungsten plate respectively. Strip), remove surface rust or oxide, etc., and then etch the surface with dilute hydrochloric acid solution to eliminate the hardened layer on the connecting surface, and then rinse with water; then mechanically grind the TU1 copper plate and pure tungsten plate that have been pre-cleaned on the surface The processing and grinding proces...
Embodiment 3
[0048] The 0Cr13 stainless steel plate with a size of 1200mm×600mm×15mm was selected as the base material, and the pure zirconium plate with a size of 1300mm×650mm×5mm was used as the composite material. Sand blasting and mechanical impact methods were used to carry out the explosive welding composite experiment of surface severe deformation pretreatment.
[0049] First clean the connecting surface of the base material and the composite material, and use an abrasive belt grinder to perform rough grinding (20 mesh belt) and fine grinding (120 mesh belt) on the connecting surface of the base material 0Cr13 stainless steel plate and the pure zirconium plate respectively. ), remove surface rust or oxide, etc., and then etch the surface with dilute nitric acid solution to eliminate the connecting surface hardening layer, and then rinse with water; then sandblast and clean the 0Cr13 stainless steel plate and pure zirconium plate with Mechanical impact treatment, sandblasting process ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More