

A kind of steel-bonded hard alloy and preparation method thereof
A steel-bonded hard alloy and alloy technology, applied in the field of powder metallurgy, can solve problems such as insufficient strength and poor wettability of Fe, and achieve the effects of increasing hardness and strength, eliminating stress, and high hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0025] The preparation process of the steel-bonded hard alloy includes steps such as batching-wet grinding-spray drying-press molding-sintering-heat treatment, specifically:
[0026] 1) The raw materials WC, Fe, Cr 3 C 2 , carbon black and additive WB are prepared according to a certain ratio, and the amount of carbon black added is calculated according to the phase diagram and the characteristics of the two-phase region, and the added amount is 0.1%-0.5% of the total amount of materials.
[0027] 2) Put all the materials into a 50L-300L tilting ball mill, put them into the ball milling balls according to the ratio of ball to material ratio of 2-5:1, add absolute ethanol as the grinding medium, and add the total mass of the ingredients (that is, WC, Fe, Cr 3 C 2 and the total mass of WB) 1%-4% paraffin as a molding agent, ball milled for 20-50 hours.
[0028] 3) Using an advanced spray drying system, under the action of high-temperature nitrogen at 160°C-240°C, the slurry ...
Embodiment 1
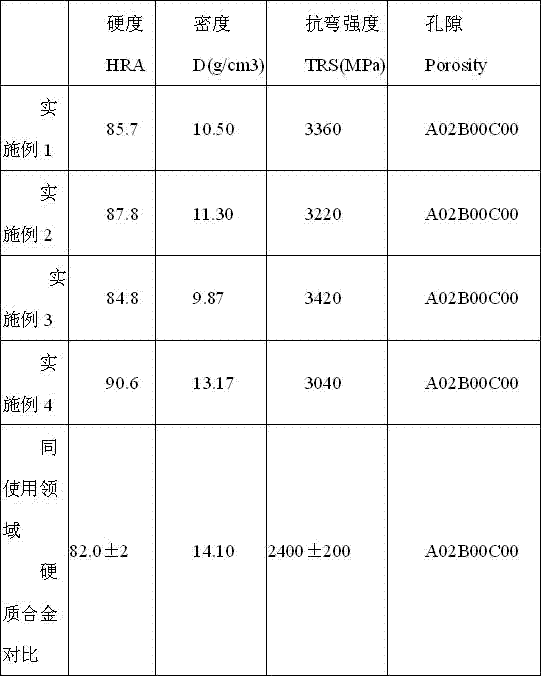
[0034] The weight percentage is 50% WC, 48.1% Fe, 1% Cr 3 C 2 , 0.3% carbon black, and 0.6% additive WB are batched according to the requirements, placed in a wet mill with a volume of 300L, and the ball-to-material ratio is controlled to be 3:1, with absolute ethanol as the ball milling medium, and 2% of the total mass of the ingredients is added Paraffin wax is used as a molding agent, ground for 36 hours, then unloaded, and spray-dried at a temperature of 200°C to obtain a mixed powder. Then, the mixed powder is pressed under a pressure of 125MPa to form a billet. Put it into a low-pressure furnace and sinter at 1240°C for 90 minutes to obtain an alloy body, and then place the alloy body in a vacuum heat treatment furnace for quenching at 1100°C and tempering at 170°C to obtain high hardness, high wear resistance and high toughness steel bonded carbide. The properties of the steel-bonded cemented carbide prepared in this example were tested, and the results are shown in T...
Embodiment 2
[0036] The weight percentage is 60% of WC, 34.3% of Fe, 0.5% of Cr 3 C 2, 0.2% of carbon black, 5% of additive WB are mixed according to the requirements, placed in a wet mill with a volume of 300L, the ball-to-material ratio is controlled at 2:1, absolute ethanol is used as the ball milling medium, and 1% of the total weight of the ingredients is added Paraffin wax is used as a molding agent, ground for 42 hours, then unloaded, and spray-dried at a temperature of 160°C to obtain a mixed powder. Then, the mixed powder is pressed under a pressure of 50 MPa to form a billet. Put it in a low-pressure furnace and sinter at 1300°C for 100 minutes to obtain an alloy body, and then place the alloy body in a vacuum heat treatment furnace for quenching at 1100°C and tempering at 170°C to obtain high hardness, high wear resistance and high strength and toughness steel bonded carbide. The properties of the steel-bonded cemented carbide prepared in this example were tested, and the resu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More