Control circuit for arc characteristics of pulse type gas shield welding
A technology of arc characteristics and control circuits, applied in arc welding equipment, manufacturing tools, welding equipment, etc., can solve the problems of poor arc length self-adjustment performance of arc, inability to obtain arc, and pulse current variation should not be too large, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
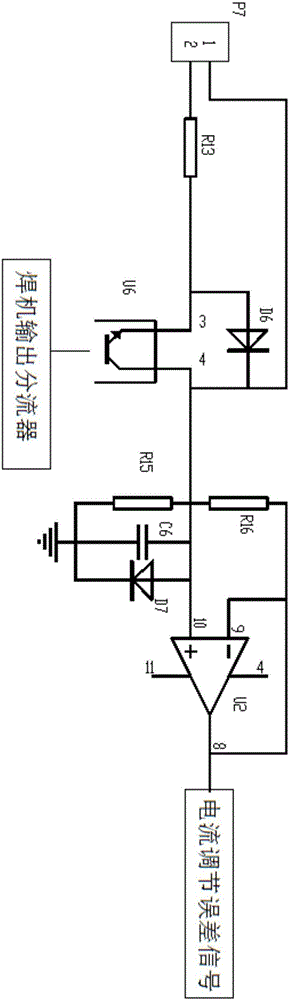
[0014] Such as figure 1 As shown, a pulse type gas shielded welding arc characteristic control circuit, the fixed contact pin 2 of the potentiometer P7 is sequentially connected with the first resistor R13 and the emitter pin 3 of the optocoupler U6, the movable contact of the potentiometer P7 Pin 1 is connected to the collector pin 4 of the optocoupler U6, the emitter pin 3 of the optocoupler U6 is connected to the anode of the detection diode D6, and the collector pin 4 of the optocoupler U6 is connected to the cathode of the detection diode D6; the optocoupler U6 The input signal terminal of the electric welding machine is connected to the output shunt of the electric welding machine; after a rectification, IGBT inverter, secondary rectification and then output the shunt through the electric welding machine; the 4 pins of the collector of the optocoupler U6 are respectively connected to the non-inverting input of the operational amplifier U2 Terminal 10, one end of the seco...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More