Plasma-MAG hybrid welding method
A plasma welding and composite welding technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of prolonged production cycle, incomplete weld penetration, large welding deformation, etc., to improve welding quality and meet basic needs , The effect of reducing welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] In order to enable those skilled in the art to better understand the solution of the present invention, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
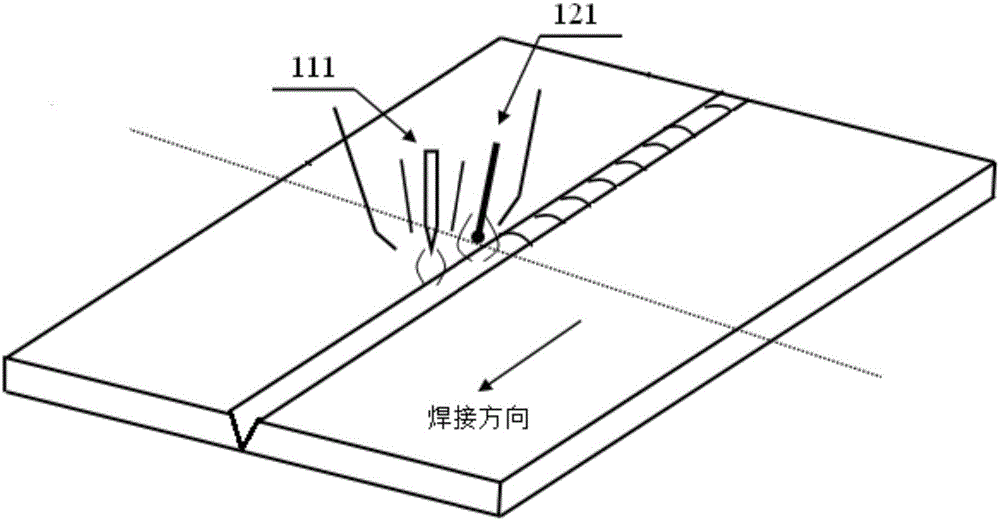
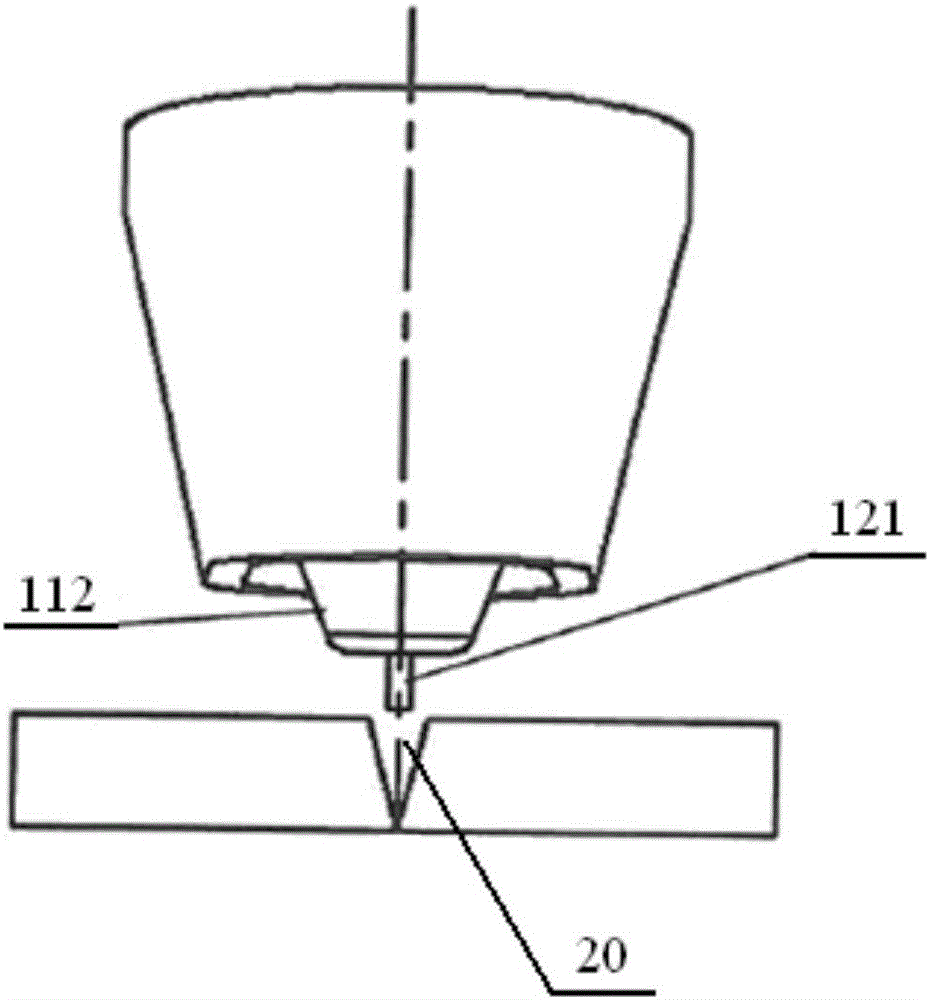
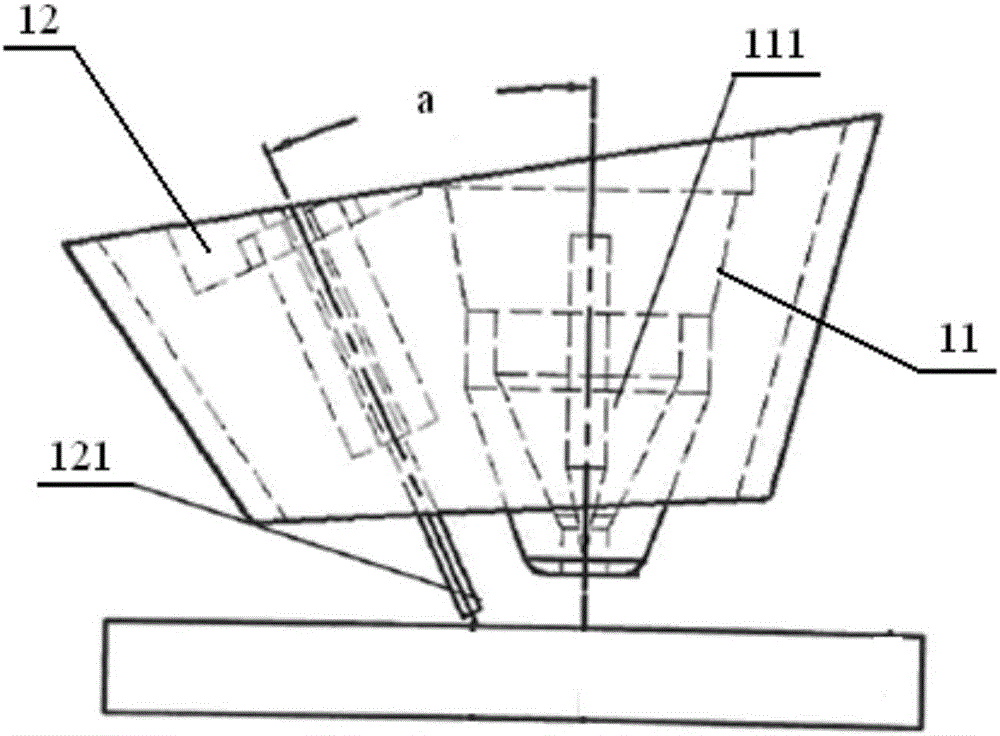
[0028] In the plasma-MAG composite welding method provided by the present invention, during welding, the plasma tungsten electrode is placed in front, and the MAG welding wire is placed behind, wherein a preset distance is maintained between the tip of the tungsten electrode and the tip of the welding wire, and the distance between the two tips of the welding piece The height of the surface is consistent; moreover, the tungsten electrode is arranged perpendicular to the welding bead, and the welding wire and the tungsten electrode form a preset angle.
[0029] As mentioned above, this hybrid welding method utilizes the characteristics of high energy density of plasma beam and strong welding penetration ability, through the keyhole ef...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More