

Method for improving welding efficiency of narrow-gap argon tungsten-arc welding
A technology of argon tungsten arc welding and welding efficiency, which is applied in welding equipment, arc welding equipment, edge parts of workpieces, etc. to improve welding efficiency and welding quality, reduce filling amount, and save base metal.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
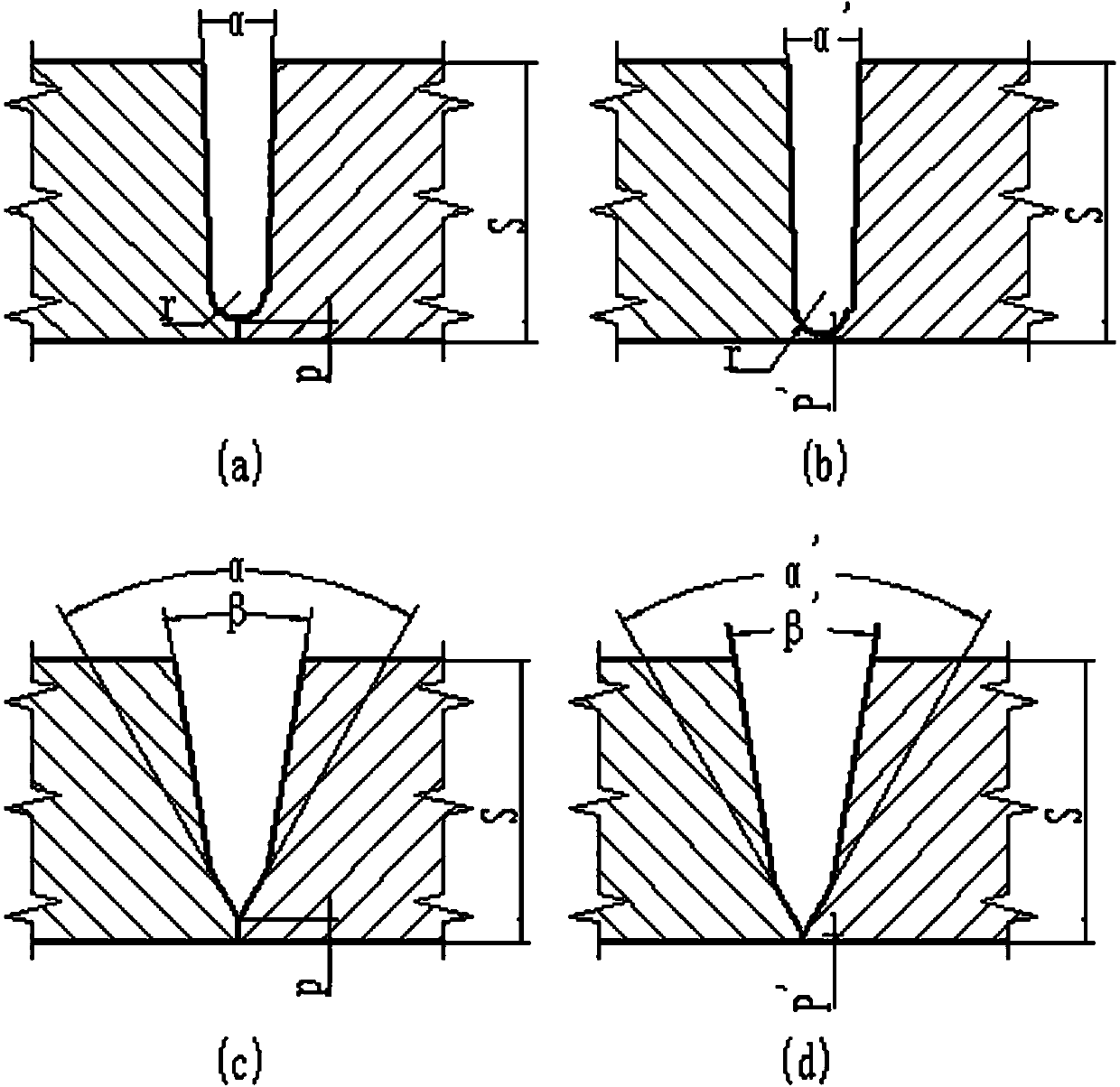
[0027] For welding of 20# steel with a diameter of 300mm and a wall thickness of 40mm, a double V-shaped groove with a blunt edge of 6mm is used. The main parameters of the bottom welding are peak current 155-170A, voltage 12.5V, welding speed 90mm / min, arc length 2.5mm, the welding current is 130-150A when filling, the wire feeding speed is 500mm / min, and other parameters remain unchanged. After the welding is completed, the bottom of the seam is penetrated, and both sides are penetrated, and there is no defect in ultrasonic testing.
Embodiment 2
[0029] For welding of Q235 steel with a thickness of 100mm, U-shaped groove is adopted, the blunt edge is 12mm, the main parameters of root welding are peak current 280A, welding speed 75mm / min, arc length 3.0mm, current peak value 150A when filling, send The wire speed is 600mm / min, and other parameters remain unchanged. After the welding is completed, the bottom of the seam is penetrated, the two sides are penetrated, and there is no defect in the ultrasonic test.
Embodiment 3
[0031] For the welding of 304 stainless steel plates with a length of 500mm, a width of 200mm, and a wall thickness of 40mm, double V-shaped grooves are used, and the blunt edge is 10mm. The main parameters of the bottom welding are peak current 235A, welding speed 70mm / min, arc length 3.0mm, When filling, the peak current is 145A, the wire feeding speed is 450mm / min, and other parameters remain unchanged. After the welding is completed, the bottom of the seam is penetrated, the two sides are penetrated, and there is no defect in the ultrasonic test.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More