

Welding gun pose-variable closed geometric component GMAW added material manufacturing method
A technology of additive manufacturing and welding torch, which is applied in the field of additive manufacturing of metal components, can solve problems such as molten pool flowing easily, difficult to control forming, and difficult to form closed geometric components, etc., to overcome insufficient forming ability, improve quality, and simple operation Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
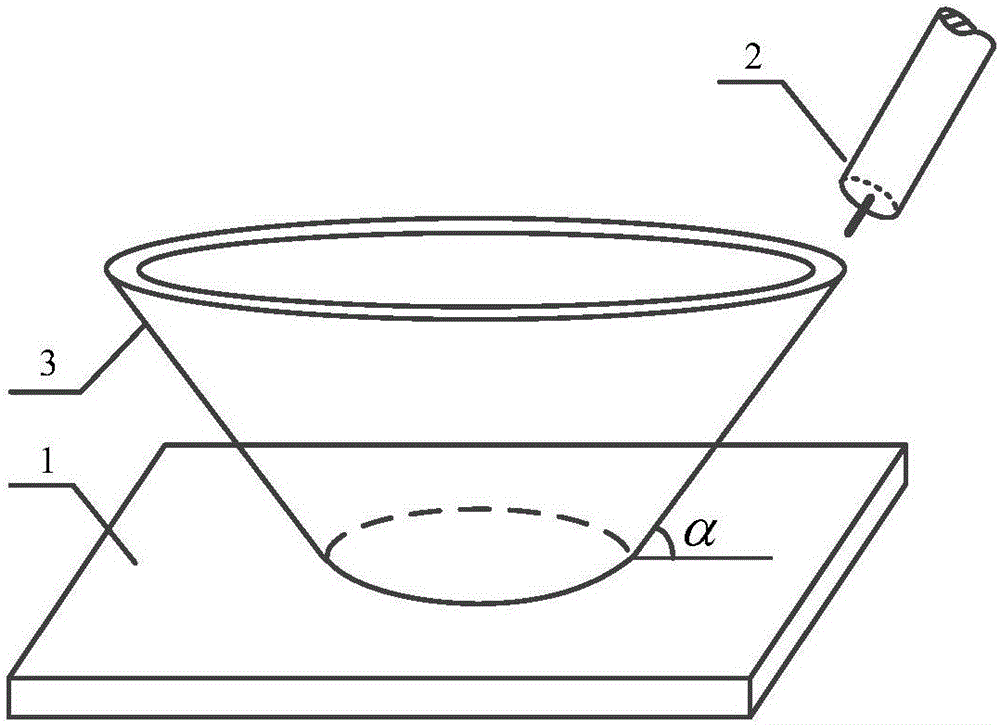
[0032] Such as figure 1 As shown, the SMA490BW high-strength steel straight-wall closed geometric component 3 has a height of 70mm, a bottom inner diameter of 80mm, and an outer diameter of 90mm. The angle α formed by the growth direction of the component and its projection on the substrate plane is 10°. It adopts the closed geometric component GMAW additive manufacturing method of variable welding torch position and posture described in the present invention, and the specific steps are as follows:
[0033] Step 1: According to figure 1 For the three-dimensional size and structure of the closed geometric component 3 shown, its Solidworks model is established in the three-dimensional modeling software, the STL model constructed by the closed geometry is extracted and sliced layer by layer, and the corresponding forming path is determined.
[0034] Step 2: Complete the mechanical grinding of the first layer of the forming path on the substrate 1 and the surrounding 15mm area,...
Embodiment 2
[0040] A closed geometric component whose outer contour is a curve is 50mm high, the inner diameter of the bottom is 95mm, and the outer diameter is 105mm. The closed geometric component is a multi-layer single-channel thin-walled part connected end to end, and the growth direction of the shaping layer is determined by its projection on the substrate plane. The angle formed is less than or equal to 90°, and the angle formed by the growth direction of the closed geometric component and its projection on the substrate plane changes with the outer contour of the closed geometric component. It adopts the closed geometric component GMAW additive manufacturing method of variable welding torch position and posture described in the present invention, and the specific steps are as follows:
[0041] Step 1: According to the three-dimensional size and structure of the closed geometric component, establish its Solidworks model in the three-dimensional modeling software, extract the STL mod...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Outer diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More