

A droplet deposition rate detection method applied to arc three-dimensional rapid prototyping manufacturing
A detection method and deposition rate technology, applied in the direction of manufacturing tools, arc welding equipment, welding equipment, etc., can solve the problems of low microstructure density of formed parts, complex forming process, complex equipment, etc., to achieve offline detection and online The effect of monitoring, strong operability, and small amount of data calculation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
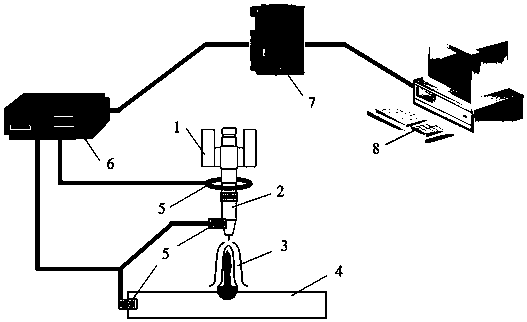
[0049] The substrate used is a 6061 aluminum alloy plate with a thickness of 4mm, and the metal wire is an AlSi aluminum alloy welding wire with a diameter of 1.2mm. Weigh the mass of the substrate to get its mass m 0 = 58.44g. Install the base plate and securely fix it horizontally, clamp the arc welding torch to the traveling mechanism of the 3D CNC work platform, and adjust the direction of the arc welding torch so that it is perpendicular to the plane of the base plate. The aluminum alloy welding wire used is connected to the positive pole of the power supply, and the substrate is connected to the negative pole of the power supply. Install the arc power sensor at the positive and negative ends of the arc, install the acoustic emission sensor on the substrate, and face the center of the manufacturing area. Set the arc current output as 164A, and the arc voltage output as 22.8V. The protective gas used is 99.999% high-purity argon, and the flow rate of the protective gas ...
Embodiment 2
[0056] The substrate used is a 6061 aluminum alloy plate with a thickness of 4mm, and the metal wire is an AlSi aluminum alloy welding wire with a diameter of 1.2mm. Set the arc current output to 120A, the arc voltage output to 18.2V, the pulse frequency to 100Hz, and the base current to 20A. The protective gas used is 99.999% high-purity argon, and the flow rate of the protective gas is 20L / min. The aluminum alloy welding wire used is connected to the positive pole of the power supply, and the substrate is connected to the negative pole of the power supply. Install the base plate and fix it reliably horizontally, and adjust the direction of the arc welding torch to make it perpendicular to the plane of the base plate. Install the arc power sensor at the positive and negative ends of the arc. Set the moving speed of the worktable along the x direction to 10mm / s, the travel time to 4.5s, and the stroke to 45.0mm, so that the arc travels at a constant speed during the combusti...
Embodiment 3
[0060] The substrate used is a 6061 aluminum alloy plate with a thickness of 4mm, and the metal wire is an AlSi aluminum alloy welding wire with a diameter of 1.2mm. Set the arc current output to 130A, the arc voltage output to 18.6V, the pulse frequency to 100Hz, and the base current to 20A. The protective gas used is 99.999% high-purity argon, and the flow rate of the protective gas is 20L / min. The aluminum alloy welding wire used is connected to the positive pole of the power supply, and the substrate is connected to the negative pole of the power supply. Install the base plate and fix it reliably horizontally, and adjust the direction of the arc welding torch to make it perpendicular to the plane of the base plate. Install the arc power sensor at the positive and negative ends of the arc. Set the moving speed of the worktable along the x direction to 10mm / s, the travel time to 6.0s, and the stroke to 60.0mm, so that the arc travels at a constant speed during the combusti...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More