

OCr17 continuous casting blank and production method thereof
A production method and continuous casting billet technology, which are applied to the 0Cr17 continuous casting billet and its production field, can solve the problems of cold heading cracking, low content of refined grain elements, large temperature drop gradient, etc. Cracks, the effect of reducing the temperature drop at the corners
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] The chemical composition and mass percentage of the 0Cr17 continuous casting slab in this example are: C: 0.043%, Mn: 0.50%, Si: 0.36%, P: 0.018%, S: 0.002%, Cr: 16.71%, Ni: 0.07%, the rest is iron and unavoidable impurity elements.
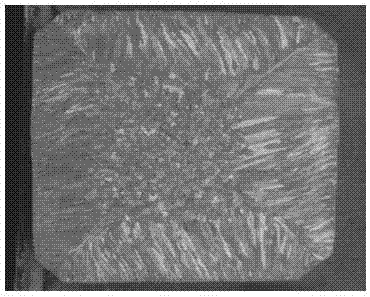
[0033] The production method of 0Cr17 continuous casting slab in this embodiment includes continuous casting machine crystallizer water flow rate, secondary cooling water flow rate, crystallizer electromagnetic stirring parameter control, continuous casting slab slow cooling, casting slab corner grinding and chamfering plane width control, specific process steps As described below:
[0034] (1) Crystallizer water flow: 1480L / min;
[0035] (2) Secondary cooling water flow rate (L / min): Zone 1: 45.8L / min; Zone 2: 36.8L / min; Zone 3: 20L / min; casting speed 1.1m / min;
[0036] (3) Crystallizer electromagnetic stirring parameters: current 370A, frequency: 4Hz;
[0037] (4) Pit temperature of continuous casting slab: 265°C;
[0038] (5) Grindi...
Embodiment 2
[0041] The chemical composition and mass percentage of the 0Cr17 continuous casting slab in this example are: C: 0.044%, Mn: 0.50%, Si: 0.36%, P: 0.016%, S: 0.002%, Cr: 16.71%, Ni: 0.07%, the rest is iron and unavoidable impurity elements. .
[0042] (1) Crystallizer water flow: 1547L / min;
[0043] (2) Secondary cooling water flow rate (L / min): Zone 1: 46.1L / min; Zone 2: 37.1L / min; Zone 3: 19.8L / min; casting speed 1.1m / min;
[0044] (3) Crystallizer electromagnetic stirring parameters: current 370A, frequency: 4Hz;
[0045] (4) Pit temperature of continuous casting slab: 283°C;
[0046] (5) Grinding and chamfering plane width of slab corner is 15mm.
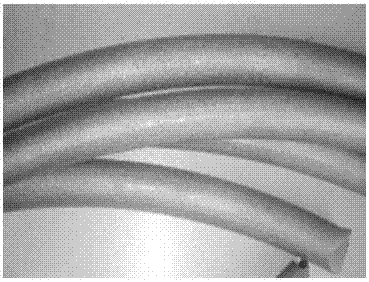
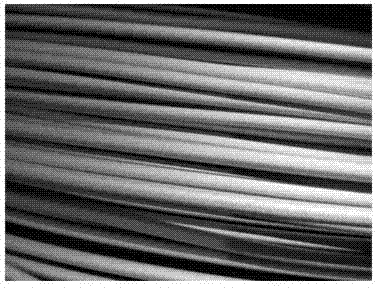
[0047]According to the process of this embodiment, the qualified rate of rolling steel continuous casting slab is 100%, and the rolled 0Cr17 wire rod of Φ5.5mm specification has a qualified rate of 99.2%; after pickling, the surface quality is good, without folding and visually visible cracks, The passing rate of the second ...
Embodiment 3
[0049] The chemical composition and mass percentage of the 0Cr17 continuous casting slab in this example are: C: 0.049%, Mn: 0.53%, Si: 0.39%, P: 0.017%, S: 0.002%, Cr: 16.68%, Ni: 0.07%, the rest is iron and unavoidable impurity elements.
[0050] (1) Crystallizer water flow: 1500L / min;
[0051] (2) Secondary cooling water flow rate (L / min): Zone 1: 46L / min; Zone 2: 37L / min; Zone 3: 20.1L / min; casting speed 1.1m / min;
[0052] (3) Crystallizer electromagnetic stirring parameters: current 370A, frequency: 4Hz;
[0053] (4) Pit temperature of continuous casting slab: 300°C;
[0054] (5) Grinding and chamfering plane width of slab corner is 19mm.
[0055] According to the process of this embodiment, the qualified rate of rolling steel continuous casting billet is 99.3%, and the rolled Φ6.5mm 0Cr17 wire rod has a qualified rate of 99.1%; the surface quality after pickling is good, without folding and visually visible cracks, The passing rate of the second inspection after pick...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More