

Multi-layer cold-rolled composite plate process
A composite plate and process technology, applied in manufacturing tools, metal rolling, metal rolling, etc., can solve the problems of poor material uniformity, low composite success rate, complicated processes, etc., and achieve low cost, reliable composite, and uniform material. good effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
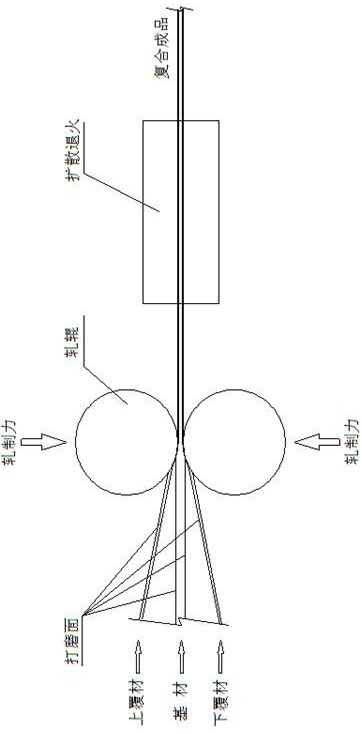
[0037] Example 1: Multi-layer cold-rolled clad plate process, the base material and the cladding material are combined into a bimetallic three-layer cold-rolled clad plate by cold rolling, wherein the base material is made of ordinary carbon steel plate Q235, and the upper and lower cladding materials are made of stainless steel 304. The process steps are:
[0038] (1) Scrub the surface of the base material and cladding material with lye, and polish the surface;
[0039] (2) The base material and the cladding material are cold-rolled and compounded through a maximum rolling force of 2,500 tons and a maximum reduction rate of 70%;
[0040] (3) The semi-finished product after cold rolling and compounding enters the annealing furnace for diffusion annealing. The annealing temperature is 1000°C and the diffusion time is 4 minutes;
[0041] (4) After reversible finish rolling treatment, leveling and straightening treatment to the finished product.
Embodiment 2
[0042] Example 2: Multi-layer cold-rolled composite plate process, the base material and cladding material are combined into a double-layer metal cold-rolled clad plate by cold rolling, wherein the base material is made of ordinary carbon steel plate SPHC, and the cladding material is made of titanium plate Ti1. The steps are:
[0043] (1) Surface pickling and surface grinding are carried out on the surface of the base material and cladding material;
[0044] (2) The base material and the cladding material are cold-rolled and compounded through a maximum rolling force of 3,000 tons and a maximum reduction rate of 80%;
[0045] (3) The semi-finished product after cold rolling and compounding enters the annealing furnace for diffusion annealing, the annealing temperature is 1100 °C, and the diffusion time is 5 min;
[0046] (4) After reversible finish rolling treatment, cross cutting and slitting treatment to finished product.
Embodiment 3
[0047] Example 3: multi-layer cold-rolled composite board process, the base material and the cladding material are combined into a three-layer three-metal cold-rolled clad board by cold rolling, wherein the base material is made of ordinary carbon steel plate Q245, and the cladding material is made of T2 copper. The steps are:
[0048](1) Scrub the surface of the base material and cladding material with lye, and polish the surface;
[0049] (2) The base material and the cladding material are cold-rolled and compounded by a maximum rolling force of 2,800 tons and a maximum reduction rate of 75%;
[0050] (3) The semi-finished product after cold rolling and compounding enters the annealing furnace for diffusion annealing, the annealing temperature is 1080°C, and the diffusion time is 3 min;
[0051] (4) After reversible finish rolling treatment, cross cutting and slitting treatment to finished product.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More