

Method for improving crankshaft face plasma spraying Mo coating combination strength
A combination of strength and plasma technology, applied in coating, metal material coating process, fusion spraying, etc., can solve the problems of large unmelted particles in the coating, low particle speed, difficult to control the spraying process, etc., and achieve oil immersion friction The coefficient is small, the bonding strength is improved, and the effect of mechanical occlusion is enhanced
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
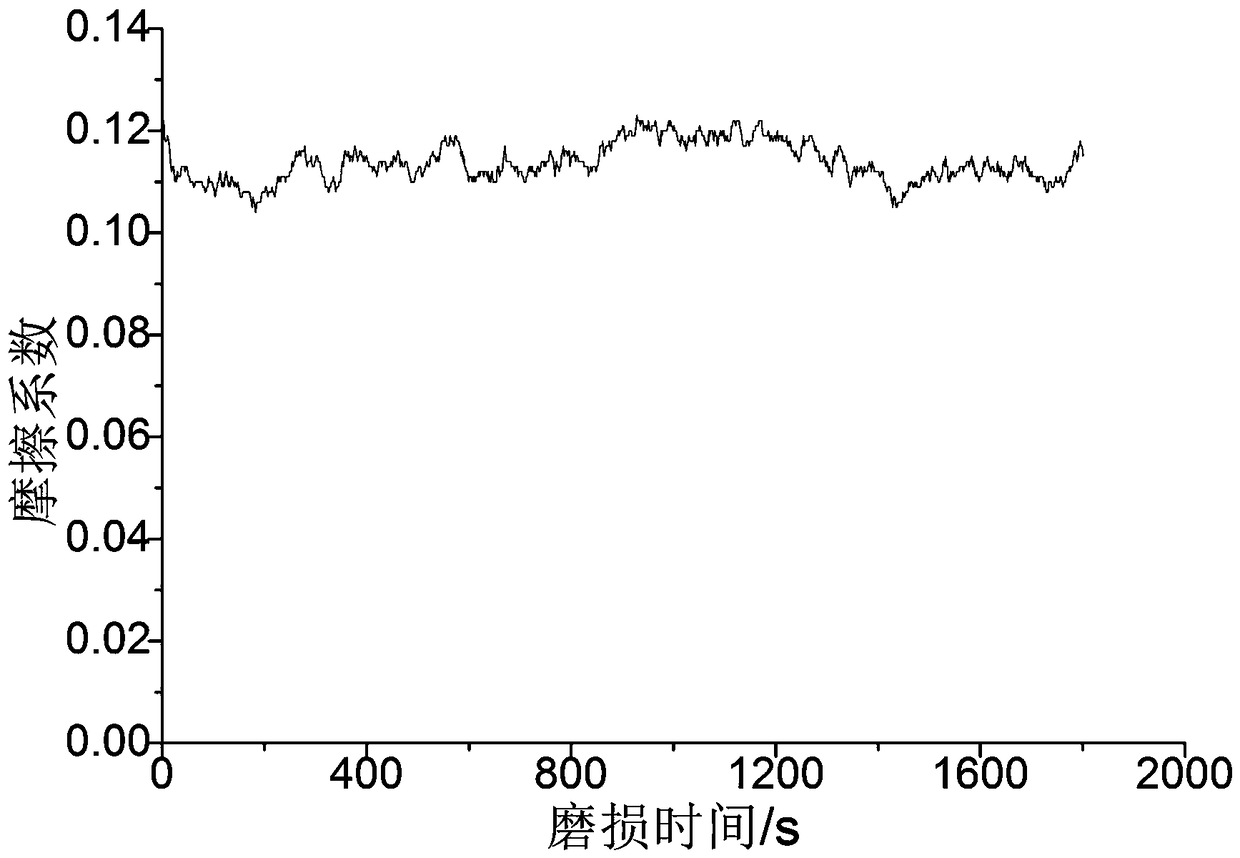
[0028]The diameter of the crankshaft in a plasma spraying embodiment described in this embodiment is 262 mm. After passing the blank inspection → milling end face centering → turning the short axis → rough grinding the spherical surface, after conventional degreasing and sandblasting, use plasma spraying equipment to spray Mo coating, adding 20% by weight of spherical WC-10Co-4Cr particles with a particle size of -30+5μm. Use straight nozzle, spraying distance 115mm, working current 620A, Ar gas velocity 40L / min, hydrogen velocity 9L / min, oxygen velocity 11L / min, powder feeding rate 40g / min, cooling gas pressure 0.45MPa, spraying gun body relative to crankshaft Spraying surface moving speed: 50mm / s, crankshaft surface temperature <150°C, Mo coating thickness 0.35mm. The oxygen content in the Mo-based coating was tested by an oxygen and nitrogen tester, and the oxygen content was 1.81. The hardness of the coating was measured by the HSRD-45 electric surface Rockwell hardness ...
Embodiment 2
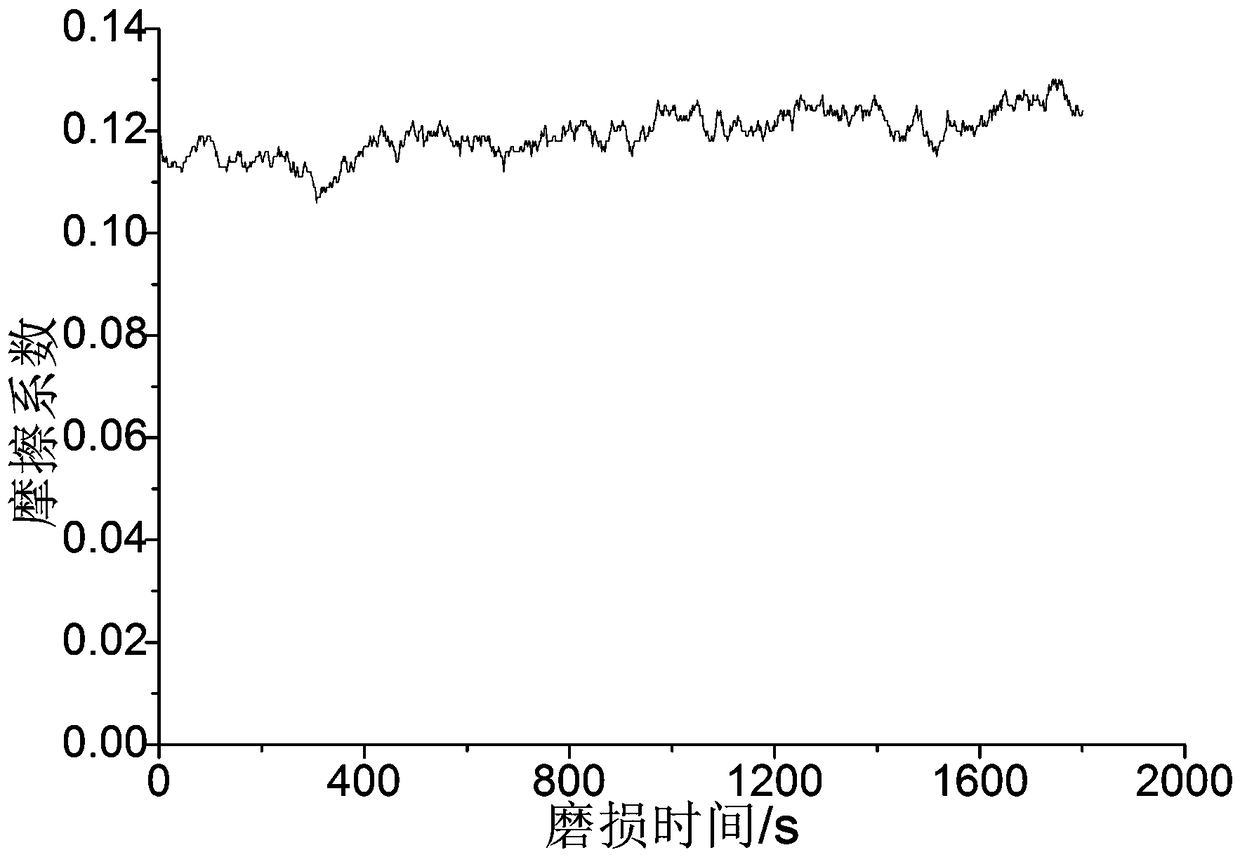
[0030] The diameter of the crankshaft in a plasma spraying embodiment described in this embodiment is 350 mm. After passing the blank inspection → milling end face centering → turning the short axis → rough grinding the spherical surface, after conventional degreasing and sandblasting, use plasma spraying equipment to spray Mo coating, adding 30% by weight of spherical WC-10Co-4Cr particles with a particle size of -30+5μm. Use straight nozzle, spraying distance 115mm, working current 620A, Ar gas velocity 40L / min, hydrogen velocity 9L / min, oxygen velocity 11L / min, powder feeding rate 40g / min, cooling gas pressure 0.45MPa, spraying gun body relative to crankshaft Spraying surface moving speed: 50mm / s, crankshaft surface temperature <150°C, Mo coating thickness 0.35mm. The oxygen content in the Mo-based coating was tested by an oxygen and nitrogen tester, and the oxygen content was 1.67. The hardness of the coating was measured by the HSRD-45 electric surface Rockwell hardness t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More