

Laser shock technology for improving gas carburizing efficiency of wind power gear
A laser shock, gas carburizing technology, applied in metal material coating process, coating, solid diffusion coating and other directions, can solve the problems of low production efficiency, long carburizing process, slow infiltration rate, etc., to improve efficiency , The effect of shortening carburizing time and dense layer
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
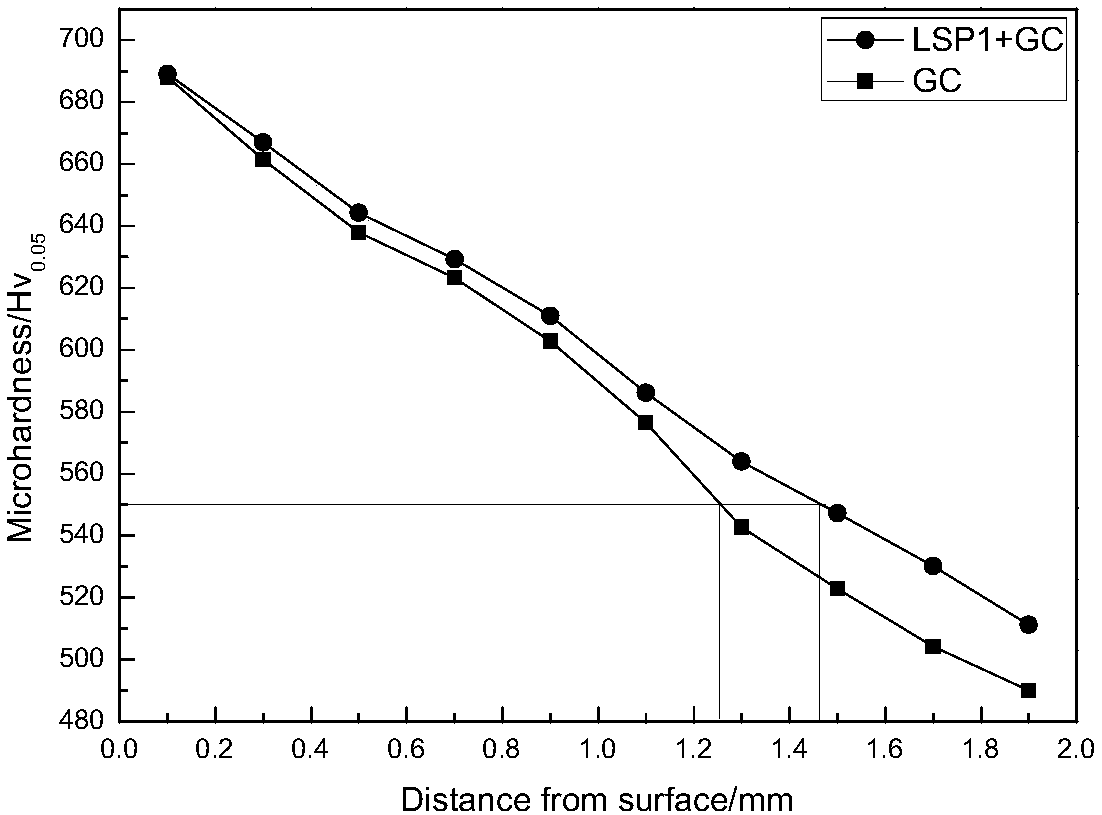
Embodiment 1
[0021] (1) Process 20CrMnMo steel into M8 tooth-shaped samples;
[0022] (2) The sample is subjected to quenching and tempering treatment. First, the temperature is raised to 860°C for 15 minutes, then the sample is immediately put into oil to cool, and then the temperature is raised to 670°C for 30 minutes. Cool to room temperature after taking out;
[0023] (3) Place the sample on the YS05-C20A laser shock strengthening test platform, set the laser wavelength to 1064nm, and the spot diameter φ3mm. The width is 10ns, and the laser energy is 3J to perform laser shock on the sample;
[0024] (6) Put the sample after laser shock into the multi-purpose gas carburizing furnace, raise the temperature to 800°C, keep it warm for 2h, keep the carbon potential of 0.4% for carburizing, then raise the temperature to 910°C, keep the carbon potential of 1.15% for 5h hardening Carburizing, then reduce the carbon potential to 0.68% for 4h diffusion, then cool the furnace to 825°C, keep it ...
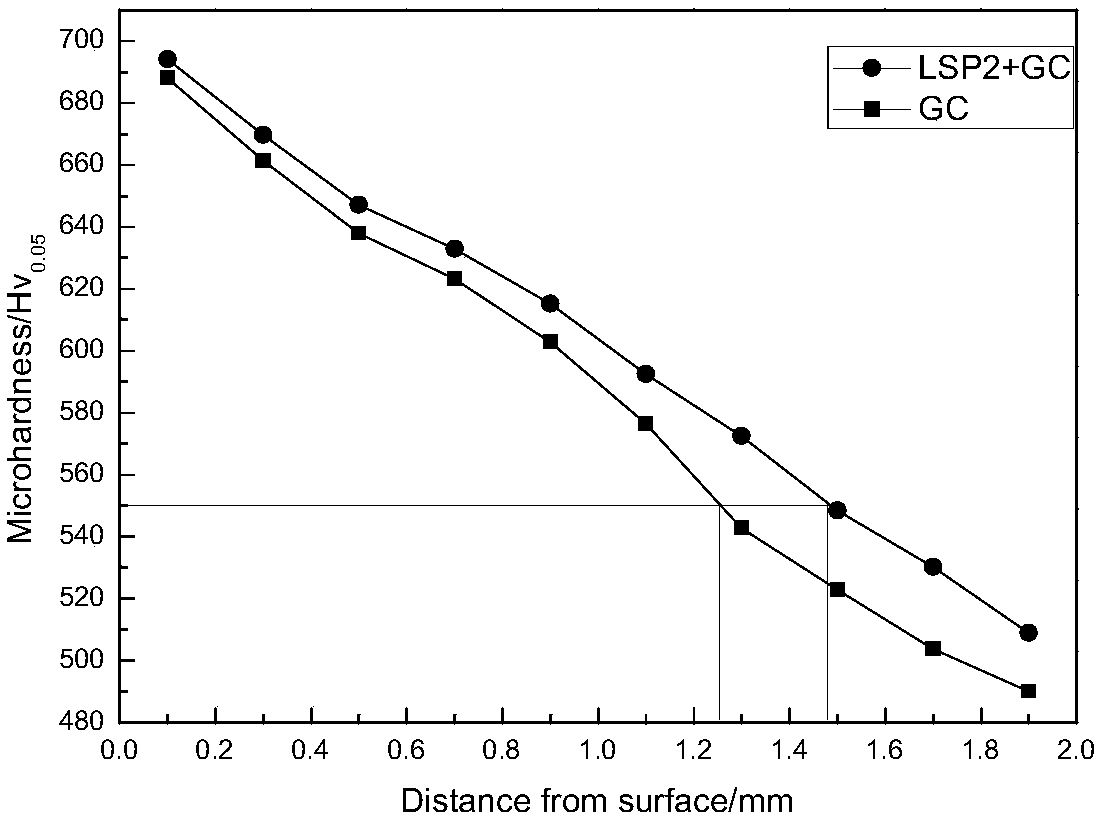
Embodiment 2
[0028] (1) Process 20CrMnMo steel into M8 tooth-shaped samples;
[0029] (2) The sample is subjected to quenching and tempering treatment. First, the temperature is raised to 860°C for 15 minutes, then the sample is immediately put into oil to cool, and then the temperature is raised to 670°C for 30 minutes. Cool to room temperature after taking out;
[0030] (3) Place the sample on the YS05-C20A laser shock strengthening test platform, set the laser wavelength to 1064nm, and the spot diameter φ3mm. The width is 10ns, and the laser energy is 10J to perform laser shock on the sample;
[0031] (4) Put the sample into a gas carburizing multi-purpose furnace, raise the temperature to 800°C, keep it warm for 2h, keep the carbon potential of 0.4% for carburizing, then raise the temperature to 910°C, keep the carbon potential of 1.15% for 5h strong carburizing, and then Reduce the carbon potential to 0.68% for 4h diffusion, then furnace cool to 825°C, hold for 2h and then cool down...
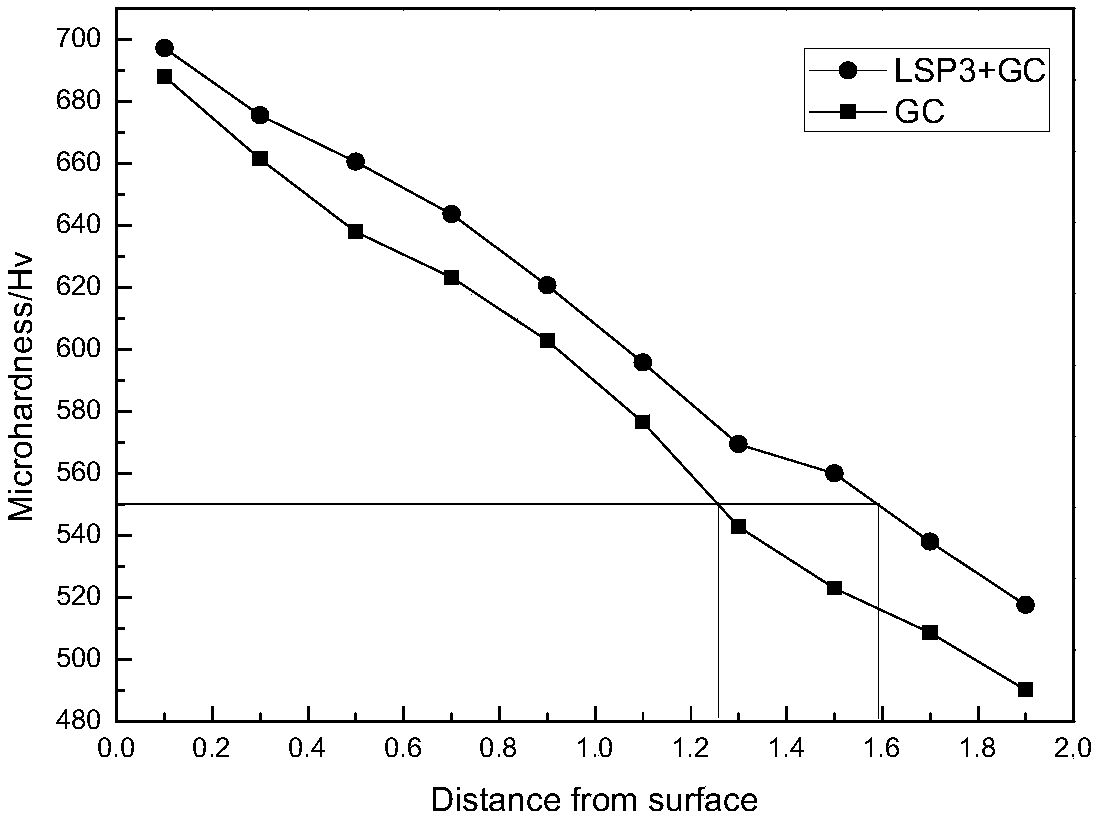
Embodiment 3
[0036] (1) Process 20CrMnMo steel into M8 tooth-shaped samples;
[0037] (2) The sample is subjected to quenching and tempering treatment. First, the temperature is raised to 860°C for 15 minutes, then the sample is immediately put into oil to cool, and then the temperature is raised to 670°C for 30 minutes. Cool to room temperature after taking out;
[0038] (3) Place the sample on the YS05-C20A laser shock strengthening test platform, set the laser wavelength to 1064nm, and the spot diameter φ3mm. The width is 30ns, and the laser energy is 10J to perform laser shock on the sample;
[0039] (4) Put the sample into a gas carburizing multi-purpose furnace, raise the temperature to 800°C, keep it warm for 2h, keep the carbon potential of 0.4% for carburizing, then raise the temperature to 910°C, keep the carbon potential of 1.15% for 5h strong carburizing, and then Reduce the carbon potential to 0.68% for 4h diffusion, then furnace cool to 825°C, hold for 2h and then cool down...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More