

Production method of novel diamond tool
A technology for diamond tools and production methods, which is applied in the directions of manufacturing tools, metal processing equipment, abrasives, etc., can solve the problems of structural design optimization of multi-layer brazing abrasives, insignificant grinding effect, and difficulty in multi-layer grinding. Achieve the effect of ensuring continuous working ability, small artificial influence factors, and improving the forming rate of embryo pressing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0045] Now a multi-layer brazing grinding disc is needed to grind the surface of metal materials. The size of the grinding disc is 125mm, and it is formed by producing 10 multi-layer brazing blanks with length×width×height=40mm×10mm×4mm and then brazing through a vacuum brazing furnace. Production steps:
[0046] The first step is to determine that the dilution material is Al 2 o 3 Particles, the particle size is 120 mesh, the brazing solder is copper-based solder, its composition is copper-tin-titanium, the content percentage is: copper 60%-65%, tin 19%-24%, titanium 16%-26%, nickel 1 to 3%. The particle size is 120 mesh. The diamond abrasive is artificial diamond, the grade is high-grade wear-resistant type, and the particle size is 40 / 50 mesh. The diluted material and brazing solder are compounded into a composite material at a volume ratio of 1:2.
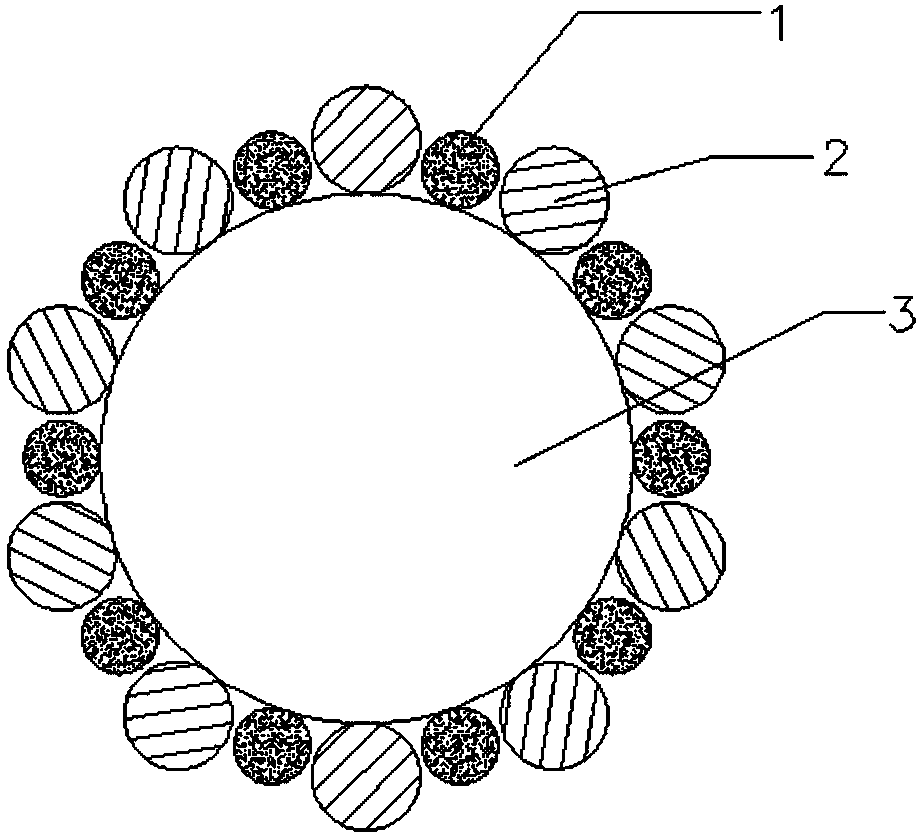
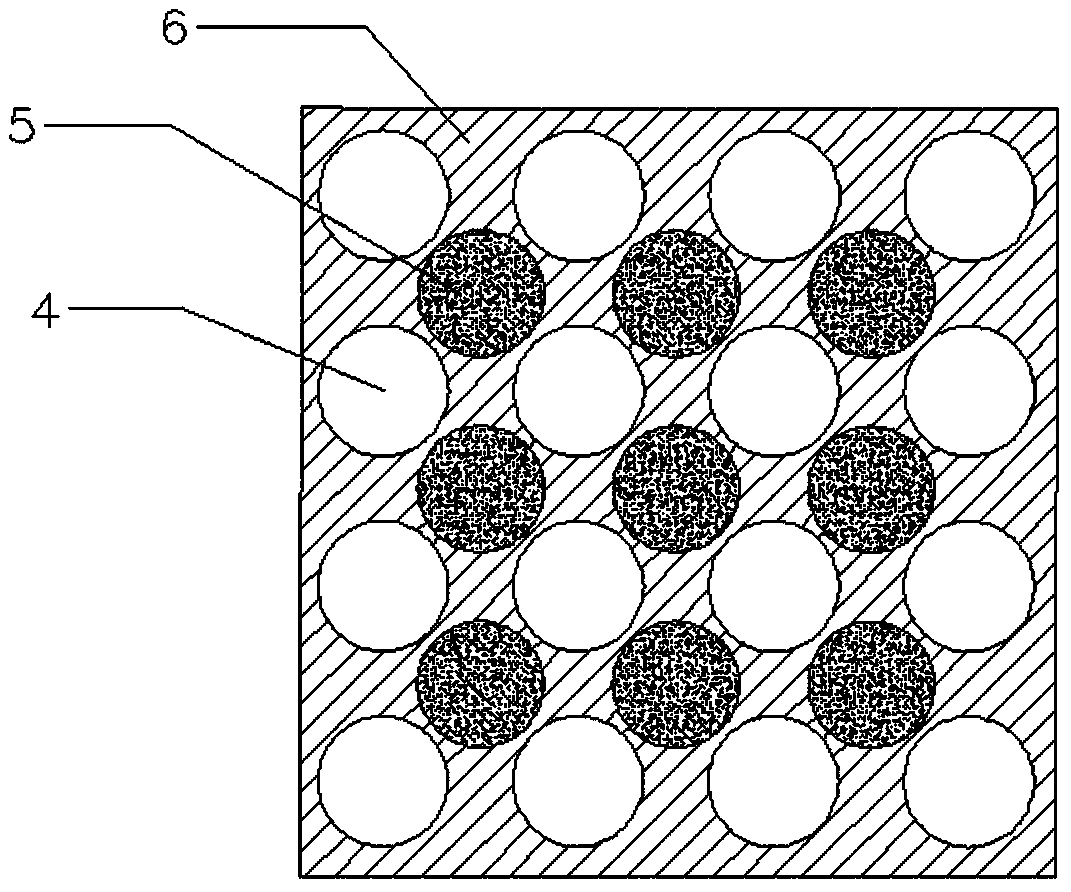
[0047] The second step is to granulate and wrap the diamond abrasive grains. The composition of the wrapping is the com...
Embodiment 2
[0052] Now a multi-layer brazing grinding disc is needed to grind the surface of metal materials. The size of the grinding disc is 125mm, and it is formed by producing 10 multi-layer brazing blanks with length×width×height=40mm×10mm×4mm and then brazing through a vacuum brazing furnace. Production steps:
[0053] The first step is to determine that the dilution material is Al 2 o 3 Particles, the particle size is 120 mesh, the brazing solder is copper-based solder, its composition is copper-tin-titanium, the content percentage is: copper 60%-65%, tin 19%-24%, titanium 16%-26%, nickel 1 to 3%. The particle size is 120 mesh. Silicon carbide is selected as the diamond abrasive, and the diluted material and brazing solder are mixed into a composite material at a volume ratio of 2:1.
[0054] The second step is to granulate and wrap the diamond abrasive grains. The composition of the wrapping is the composite material produced in the first step. The abrasive wrapping is bonded...
Embodiment 3
[0059] Now a multi-layer brazing grinding disc is needed to grind the surface of metal materials. The size of the grinding disc is 125mm, and it is formed by producing 10 multi-layer brazing blanks with length×width×height=40mm×10mm×4mm and then brazing through a vacuum brazing furnace. Production steps:
[0060] The first step is to determine that the dilution material is Al 2 o 3 Particles, the particle size is 120 mesh, the brazing solder is copper-based solder, its composition is copper-tin-titanium, the content percentage is: copper 60%-65%, tin 19%-24%, titanium 16%-26%, nickel 1 to 3%. The particle size is 120 mesh. As the diamond abrasive, synthetic diamond and polycrystalline diamond are selected, and the diluted material and brazing solder are mixed at a volume ratio of 1:5 to form a composite material.
[0061] The second step is to granulate and wrap the diamond abrasive grains. The composition of the wrapping is the composite material produced in the first st...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More