

Co-curing forming process of ceramic matrix composite component
A composite material component, curing and molding technology, applied in ceramic products, applications, household appliances, etc., to improve the molding quality and preparation efficiency, avoid damage, and improve the molding quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
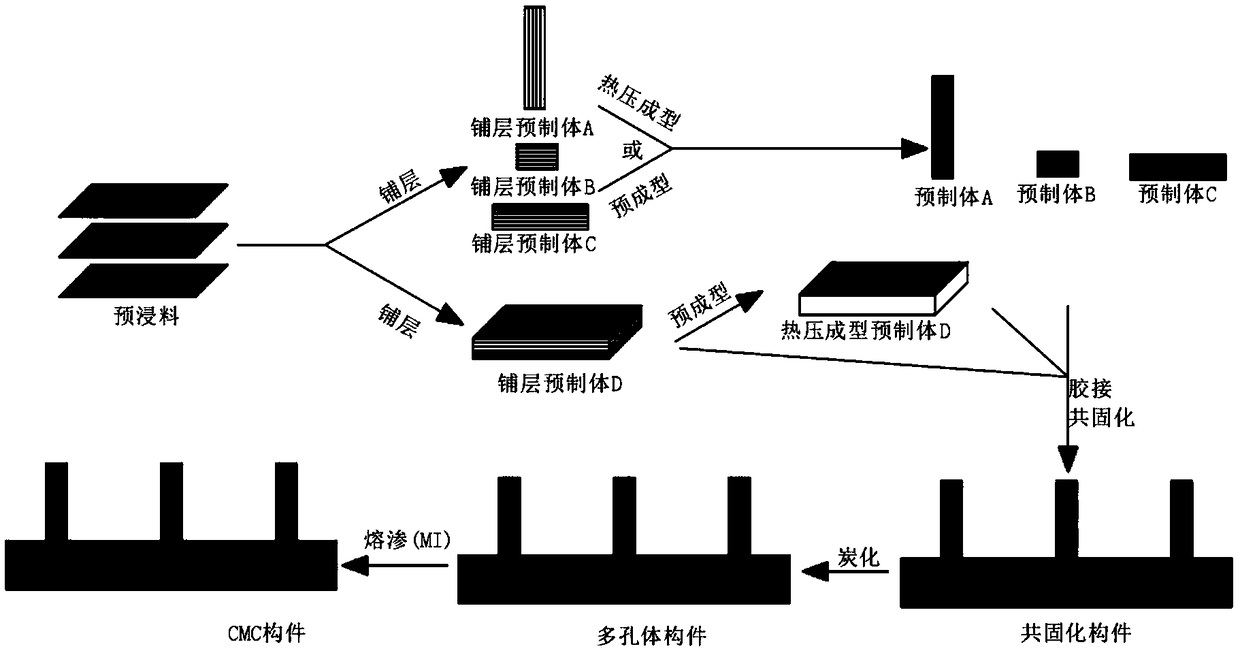
[0027] see Figure 1~2 As shown, a process step for preparing a ceramic matrix composite component is as follows:
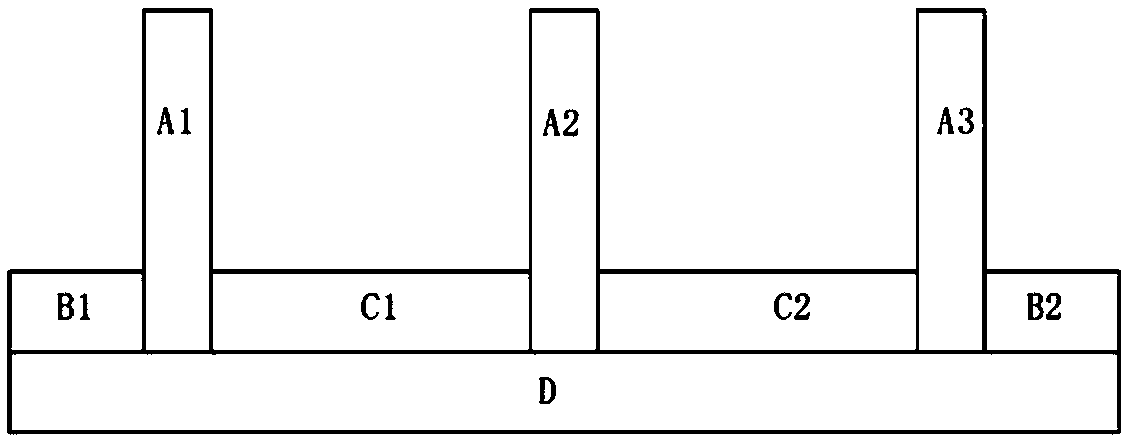
[0028] Step 1. Cutting the SiC fiber prepreg, laying it according to the layup design of the component forming, and preparing 3 SiC fiber prepreg prefabricated bodies of type A, 2 pieces of type B, 2 pieces of type C and 1 piece of type D;
[0029] Step 2. Put the SiC fiber prepreg Class A preform prepared in Step 1 into the Class A preform tooling, mold and solidify it through a hot press. The molding temperature is 350°C, the molding pressure is 5MPa, and the pressure holding time is 5h , preparing hot-pressed preforms A1, A2 and A3;
[0030] Step 3: Put the Class B preform of SiC fiber prepreg prepared in Step 1 into the Class B preforming tooling, and preform the Class B preform at room temperature. The forming pressure is about 2MPa, and the holding time is 1h , to prepare preforms B1 and B2;
[0031] Step 4. Put the SiC fiber prepreg C-type preform prepa...
Embodiment 2
[0037] A process for preparing ceramic matrix composite components is as follows:
[0038] Step 1. Cutting the SiC fiber prepreg, laying it according to the layup design of the component forming, and preparing 3 SiC fiber prepreg prefabricated bodies of type A, 2 pieces of type B, 2 pieces of type C and 1 piece of type D;
[0039] Step 2. Put the SiC fiber prepreg class A preform prepared in step 1 into the class A preforming tooling, and cure and shape it through an autoclave. The molding temperature is 400°C, the heating rate is 3°C / min, and the molding pressure is about 4MPa, the holding time is about 3h, and the hot-pressed preforms A1, A2 and A3 are prepared;
[0040] Step 3: Put the SiC fiber prepreg B-type preform prepared in step 1 into the B-type preforming tooling, and cure and shape it through an autoclave. The molding process is the same as that of the A-type preform. Body B1 and B2;
[0041] Step 4. Put the SiC fiber prepreg C-type preform prepared in step 1 int...
Embodiment 3
[0047]A process for preparing ceramic matrix composite components is as follows:
[0048] Step 1. Cutting the SiC fiber prepreg, laying it according to the layup design of the component forming, and preparing 3 SiC fiber prepreg prefabricated bodies of type A, 2 pieces of type B, 2 pieces of type C and 1 piece of type D;
[0049] Step 2. Put the SiC fiber prepreg class A preform prepared in step 1 into the class A preforming tooling, and cure and shape it through a vacuum hot pressing bag. The molding temperature is 450 ° C, and the pressure holding time is about 5 hours. Preforms A1, A2 and A3;
[0050] Step 3. Put the SiC fiber prepreg B-type preform prepared in step 1 into B-type preforming tooling, and cure and shape it through a vacuum hot-press bag. The molding temperature is 450°C, and the pressure holding time is about 5 hours. Preforms B1 and B2;
[0051] Step 4. Put the SiC fiber prepreg C-type prefabricated body prepared in step 1 into the C-type preforming toolin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More