

GH4169 alloy welding stick short process preparing method
A GH4169, alloy welding wire technology, applied in welding equipment, metal processing equipment, welding medium and other directions, can solve the problems of low plastic toughness, uneven structure, and many microscopic cracks of welded joints, and achieve excellent high temperature strength, uniform composition and structure, The effect of good mechanical properties matching
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
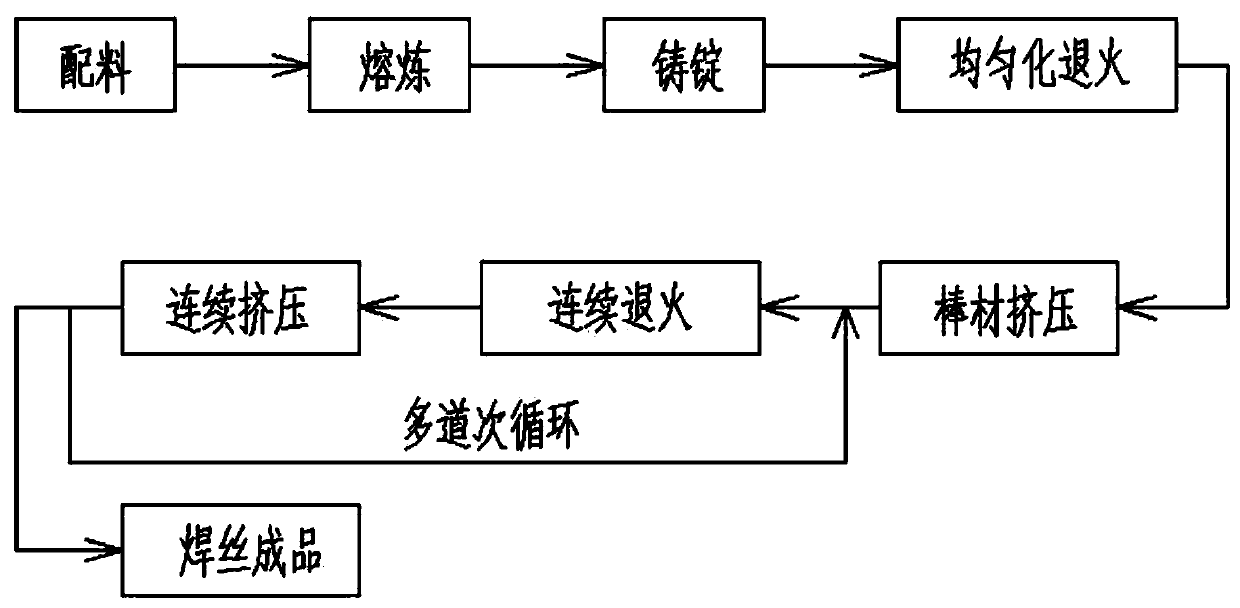
[0029] A short-process preparation method for GH4169 alloy welding wire. The raw materials used in the manufacture of the alloy welding wire include the following components in weight percentages: Ni: 50.0%-55.0%, Cr: 17.0%-21.0%, Nb: 5.00%- 5.50%, Mo: 2.80% ~ 3.30%, Ti: 0.75% ~ 1.15%, Al: 0.30% ~ 0.70%, C: 0.02% ~ 0.06%, the rest is Fe and a small amount of impurities, the preparation process is as follows figure 1 shown, including the following steps:
[0030] Step (1), batching; when batching the welding wire chemical composition range, determine the batching ratio according to the technical requirements of different weldments, that is: when batching the welding wire chemical composition interval, fine-tune the performance requirements of different weldments (±0.3- 0.5%) alloy ingredient ratio;
[0031] Step (2), smelting: use a vacuum induction electroslag remelting furnace to smelt the alloy, put Ni, Cr, Nb, Mo, C, Fe and other raw materials weighed according to the prop...
Embodiment 1
[0040] A short process preparation method for GH4169 alloy welding wire. The raw materials used in the manufacture of the alloy welding wire include the following components in weight percentages: Ni: 50.0%, Cr: 17.0%, Nb: 5.00%, Mo: 2.80%, Ti : 1.15%, Al: 0.70%, C: 0.06%, the rest is Fe and a small amount of impurities, the preparation process is as follows figure 1 shown, including the following steps:
[0041] Step (1), batching; when weighing the batching of each component, fine-tune the batching ratio of ±0.5 alloy according to the performance requirements of different weldments;
[0042] Step (2), smelting: use a vacuum induction electroslag remelting furnace to smelt the alloy, put Ni, Cr, Nb, Mo, C, Fe and other raw materials weighed according to the proportion of ingredients into the crucible, then vacuumize, and then Heat to 1320°C to melt all the raw materials, turn off the power and supply argon, then continue heating to 1320°C, then add Ti and Al according to the...
Embodiment 2
[0049] A short-process preparation method for GH4169 alloy welding wire. The raw materials used in the manufacture of the alloy welding wire include the following components in weight percentages: Ni: 55.0%, Cr: 21.0%, Nb: 5.50%, Mo: 3.30%, Ti : 0.75%, Al: 0.30%, C: 0.02%, the rest is Fe and a small amount of impurities, the preparation process is as follows figure 1 shown, including the following steps:
[0050] Step (1), batching; when weighing the batching of each component, fine-tune the batching ratio of ±0.3 alloy according to the performance requirements of different weldments;
[0051] Step (2), smelting: use a vacuum induction electroslag remelting furnace to smelt the alloy, put Ni, Cr, Nb, Mo, C, Fe and other raw materials weighed according to the proportion of ingredients into the crucible, then vacuumize, and then Heat to 1400°C to melt all the raw materials, turn off the power and supply argon, then continue heating to 1320°C, then add Ti and Al according to the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More