

Casting production process and device for boron cast iron cylinder liner
A technology of casting production and cast iron, which is applied in the field of casting production technology and equipment of boron cast iron cylinder liners, which can solve the problems of unsatisfactory degree of graphitization, difficulty in maintaining stable performance of cast iron, and poor shape of graphite, etc., so as to reduce the probability of porosity , reduce the local shrinkage tendency, reduce the effect of local overheating
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0041] (1) Add pig iron, ferrochrome, ferromanganese and some scrap steel to the intermediate frequency electric furnace for smelting and slag removal;
[0042] (2) Add ferrophosphorus, ferroboron, copper, silicon carbide and remaining scrap steel to stir and smelt, and take out iron when the sampling test meets the requirements of the original molten iron;
[0043] (3) Add silicon barium and ferrosilicon and stir, remove slag, obtain casting solution;
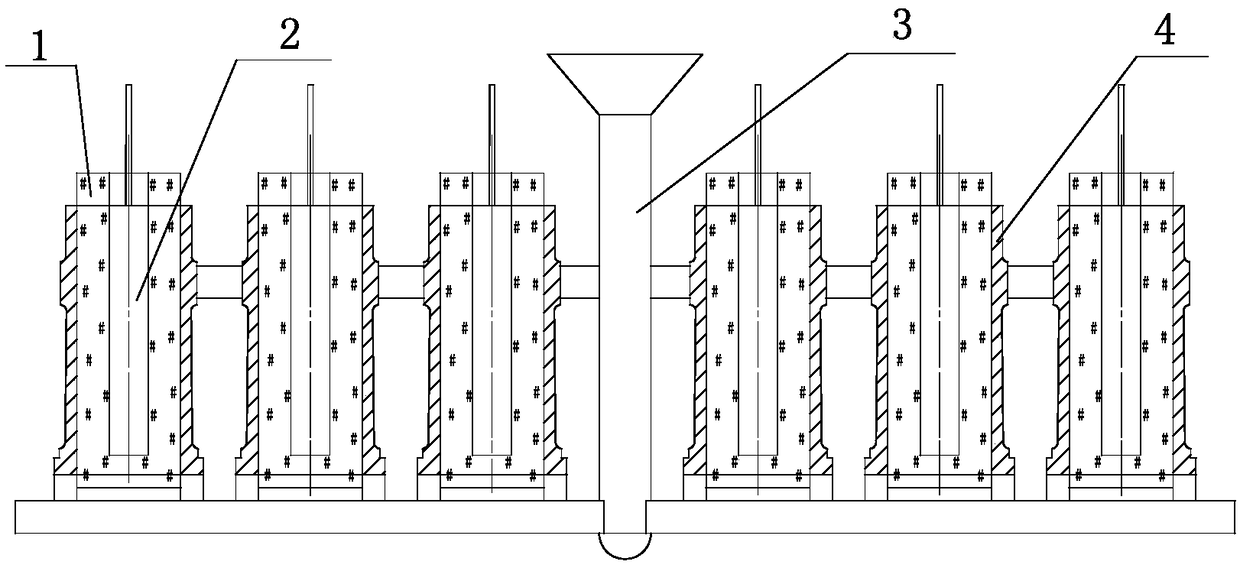
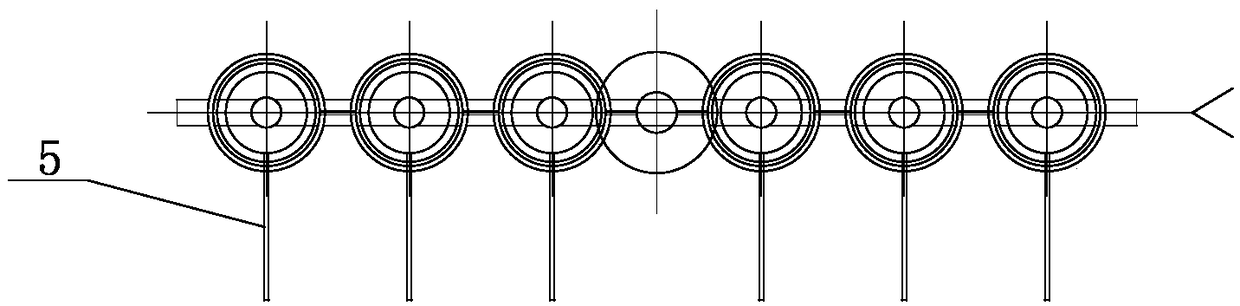
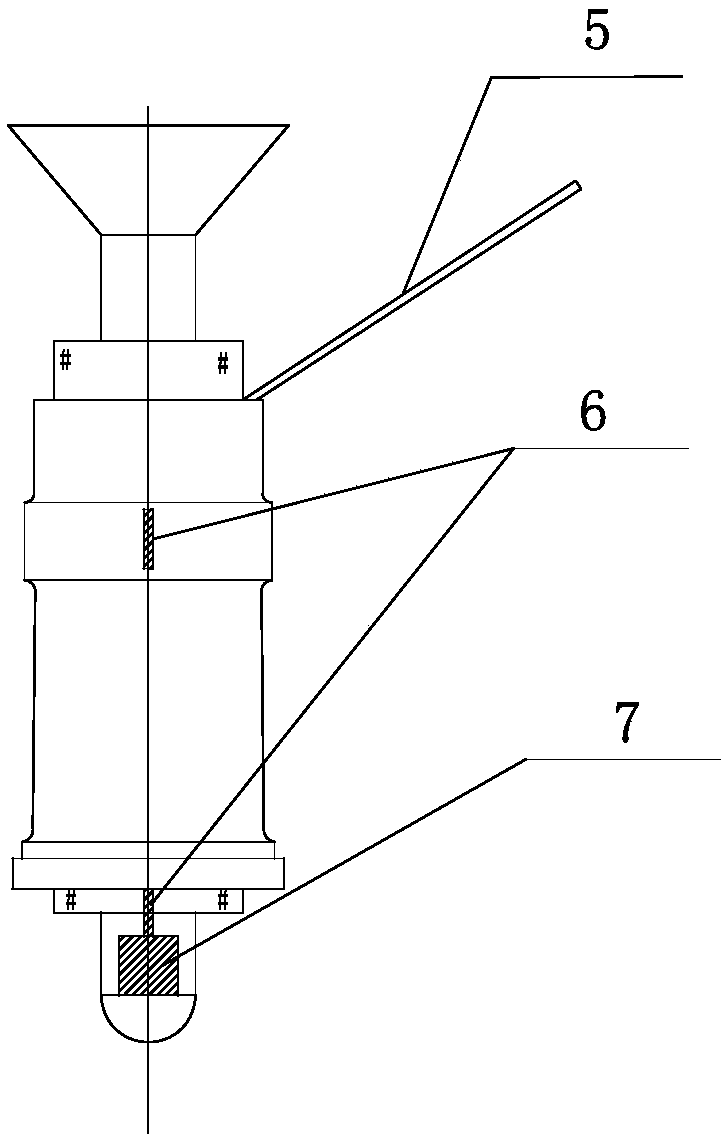
[0044] (4) The molding process adopts furan resin sand to make cores, divides horizontally, and vertically casts a box of 6 pieces with the casting liquid to obtain the product.
[0045] In weight percent,
[0046]
[0047] In step (1), the amount of steel scrap added is 2 / 3 of the total mass of steel scrap.
[0048] The melting temperature in step (1) is 1380°C.
[0049] The original molten iron composition in step (2) is as follows, by weight percentage:
[0050]
[0051]
[0052] The melting temperature in step...
Embodiment 2
[0058] (1) Add pig iron, ferrochrome, ferromanganese and some scrap steel to the intermediate frequency electric furnace for smelting and slag removal;
[0059] (2) Add ferrophosphorus, ferroboron, copper, silicon carbide and remaining scrap steel to stir and smelt, and take out iron when the sampling test meets the requirements of the original molten iron;
[0060] (3) Add silicon barium and ferrosilicon and stir, remove slag, obtain casting liquid;
[0061] (4) The molding process adopts furan resin sand to make cores, divides horizontally, and vertically casts a box of 6 pieces with the casting liquid to obtain the product.
[0062] In weight percent,
[0063]
[0064]
[0065] In step (1), the amount of steel scrap added is 2 / 3 of the total mass of steel scrap.
[0066] The melting temperature in step (1) is 1420°C.
[0067] The original molten iron composition in step (2) is as follows, by weight percentage:
[0068]
[0069] The melting temperature in step (...
Embodiment 3
[0073] (1) Add pig iron, ferrochrome, ferromanganese and some scrap steel to the intermediate frequency electric furnace for smelting and slag removal;
[0074] (2) Add ferrophosphorus, ferroboron, copper, silicon carbide and remaining scrap steel to stir and smelt, and take out iron when the sampling test meets the requirements of the original molten iron;
[0075] (3) Add silicon barium and ferrosilicon and stir, remove slag, obtain casting solution;
[0076] (4) The molding process adopts furan resin sand to make cores, divides horizontally, and vertically casts a box of 6 pieces with the casting liquid to obtain the product.
[0077] In weight percent,
[0078]
[0079]
[0080] In step (1), the amount of steel scrap added is 2 / 3 of the total mass of steel scrap.
[0081] The melting temperature in step (1) is 1390°C.
[0082] The original molten iron composition in step (2) is as follows, by weight percentage:
[0083]
[0084] The melting temperature in step...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More