

A kind of highly corrosion-resistant multi-layer composite aluminum alloy pipe and its production method
A multi-layer composite and corrosion-resistant technology, which is applied in the field of brazing high-corrosion-resistant multi-layer composite aluminum alloy pipes and its production, can solve the problems of reducing alloy strength, reducing strength, corrosion, etc., to improve corrosion resistance, Effect of improving strength and improving corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment A1、A2
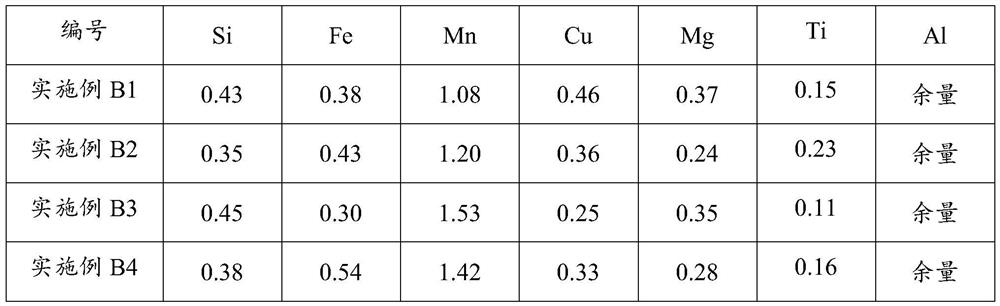
[0026] Embodiment A1, A2, B1~B4, comparative example A3, A4, B5, B6
[0027] Examples A1, A2, B1-B4 and comparative examples A3, A4, B5, B6 are examples of alloy material smelting. Select the high-purity aluminum (Al) material with a purity of 99.99% (mass fraction, the same below), the zinc (Zn) material with a purity of 99.9%, the magnesium (Mg) material with a purity of 99.9%, and the silicon (Mg) material with a purity of 99.9%. Si) powder, and Al-50% Cu, Al-10% Mn master alloy material are raw materials, carry out proportioning according to the composition of barrier layer alloy and core layer alloy listed in Table 1 and Table 2 according to alloy respectively, in melting Melting in a furnace at a melting temperature of 720-780°C; adding a slag remover and removing slag; casting into barrier layer alloy ingots, cladding layer alloy ingots and core layer alloy ingots; Annealing for 10 hours to obtain the required core alloy ingot and barrier layer alloy ingot.
[0028] T...
Embodiment 1~6、 comparative example 1~5
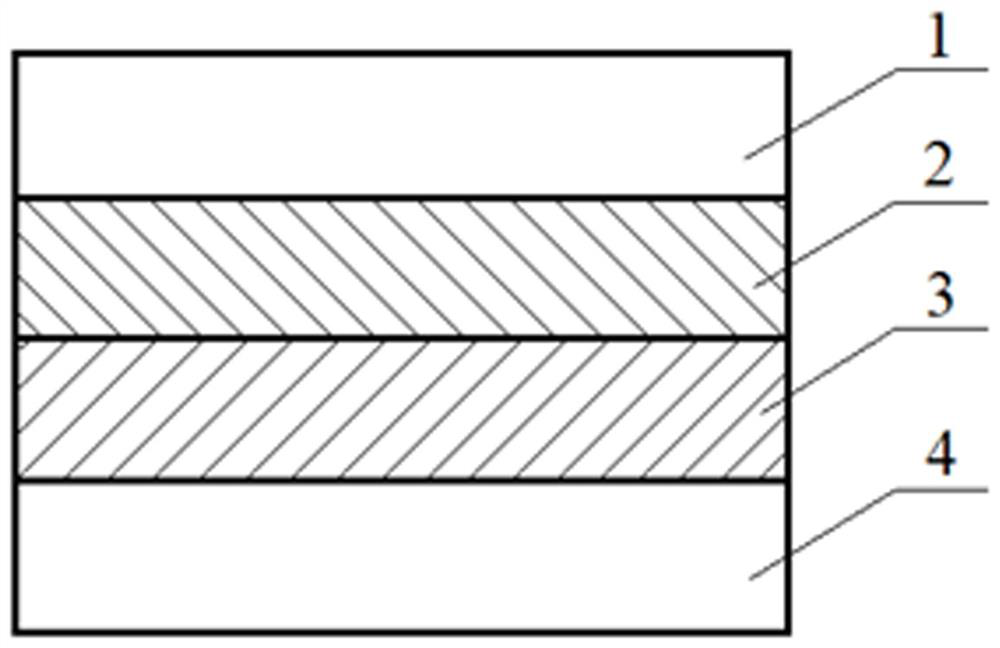
[0034] The barrier layer alloy ingots obtained in Examples A1-A4 and the core layer alloy ingots obtained in B1-B6 were cut and milled to remove risers and skins; after face milling, they were heated to 480° C. Chemical treatment, heat preservation for 2 to 4 hours, hot rolling at 470 to 500°C, final rolling temperature at 340°C, rolling to 10 to 40mm according to different compounding ratios; cutting and milling the purchased cladding alloy ingot , remove the riser and skin; according to the composite ratio listed in Table 3, laminate in the order of 1-cladding layer alloy 1, 2-barrier layer alloy, 3-core layer alloy and 4-cladding layer alloy 2, connect After combination, heat to 480°C in an annealing furnace, keep warm for 2-4 hours, carry out hot rolling, the rolling thickness is 3-5mm; then cold rolling, the processing rate of the finished product is 80%-95%, and the rolling thickness is 0.15-0.5mm , and finally annealed at 240-300°C for 1-3 hours to the finished product ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More