

Method of forming thixotropic soft core of aluminum-steel bimetal member through composite forging
A forging forming, bi-metal technology, applied in metal processing equipment, manufacturing tools, forging/pressing/hammer devices, etc., can solve the problems of uncoordinated deformation of aluminum-steel, interface cracks of aluminum-steel, inability to obtain metallurgical interface, etc. Element diffusion and reaction, improving the uniformity of microstructure and properties, and the effect of reliable and stable metallurgical interface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
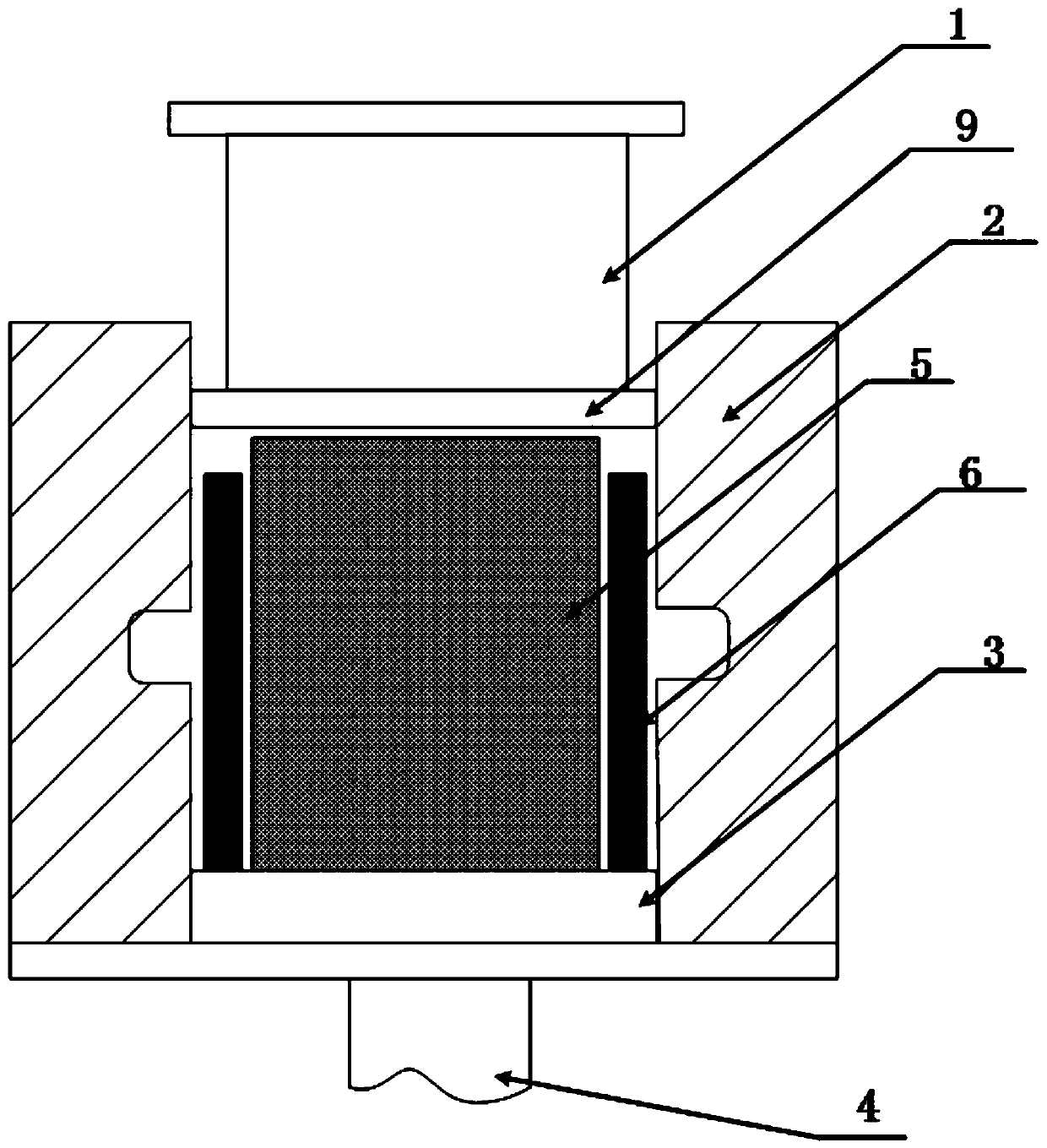
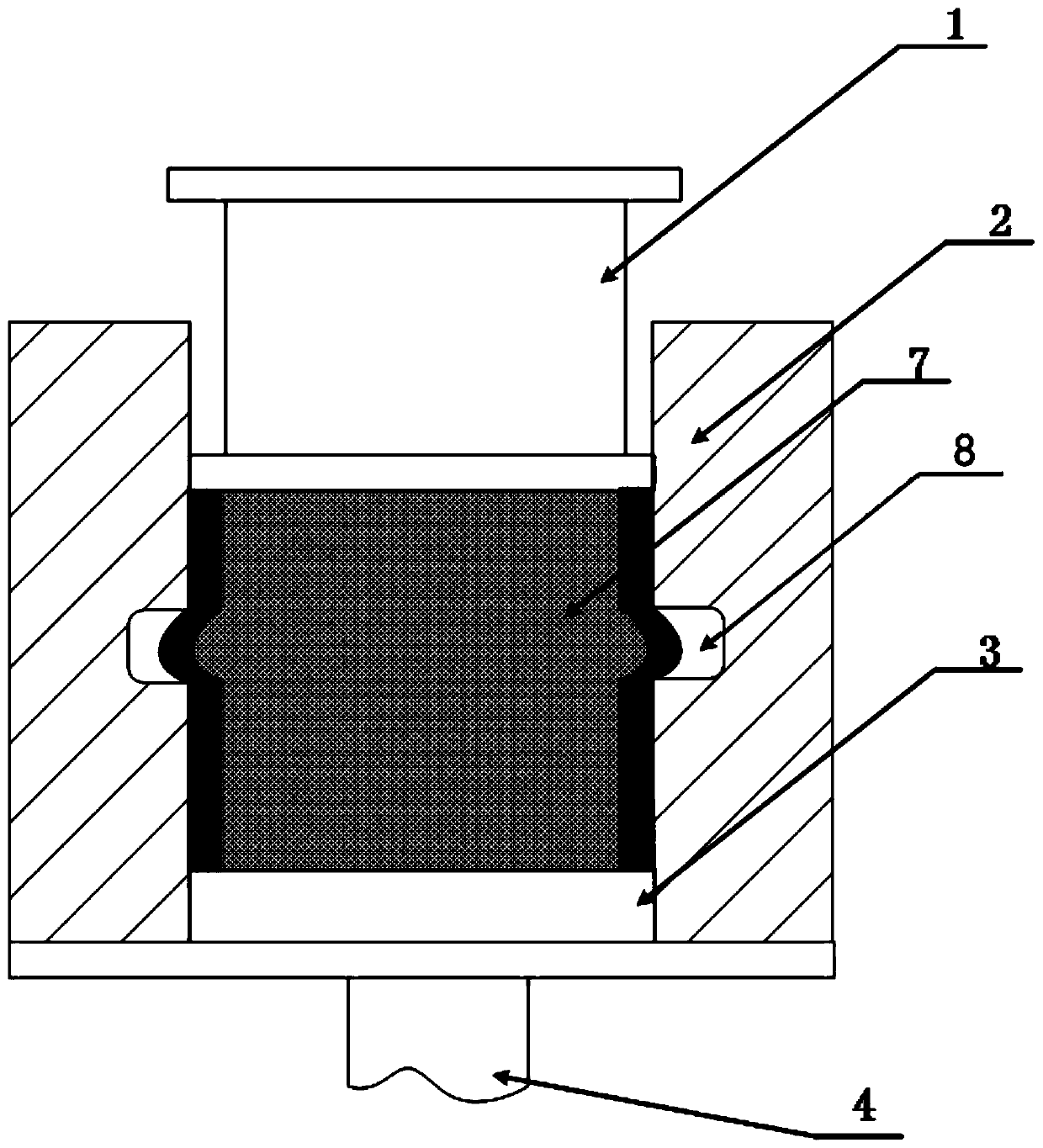
[0048] Step 1: Prepare a mold for composite forging and forming aluminum-steel bimetal components, the mold includes a mold cavity 8, and the shape of the mold cavity 8 is gear-shaped;
[0049] Step 2: Process the 7075 aluminum alloy bar stock into a cylinder with a diameter of 35 mm and a height of 58 mm, as the aluminum alloy core 5, process the 45# steel pipe into an outer diameter of 45 mm, a wall thickness of 4 mm, and a height of 50 mm The torus of millimeter, as steel sleeve 6;
[0050] Step 3: using an infrared heating furnace to heat the aluminum alloy core body 5 to 620°C and keep it warm for 30 minutes, so that the aluminum alloy core body 5 is transformed into a semi-solid state with a liquid phase rate of 40%;
[0051] Step 4: During the heat preservation in step 3 for about 25 minutes, use an electromagnetic induction heating furnace to heat the steel jacket 6 to 1000°C, use an infrared thermometer to monitor the steel jacket 6 in real time, and feed back the tem...
Embodiment 2
[0056] Step 1: Prepare a mold for composite forging and forming aluminum-steel bimetal components, the mold includes a mold cavity 8, and the shape of the mold cavity 8 is gear-shaped;
[0057] Step 2: Process the 2024 aluminum alloy bar into a cylinder with a diameter of 35 mm and a height of 58 mm as the aluminum alloy core 5, and process the 304 stainless steel pipe into an outer diameter of 45 mm, a wall thickness of 4 mm, and a height of 50 mm The torus, as the steel sleeve 6;
[0058] Step 3: using an infrared heating furnace to heat the aluminum alloy core body 5 to 630° C. and keep it warm for 30 minutes, so that the aluminum alloy core body 5 is transformed into a semi-solid state with a liquid phase ratio of 40%;
[0059] Step 4: During the heat preservation in step 3 for about 25 minutes, use an electromagnetic induction heating furnace to heat the steel jacket 6 to 900°C, use an infrared thermometer to monitor the steel jacket 6 in real time, and feed back the temp...
Embodiment 3
[0064] Step 1: Prepare a mold for composite forging and forming aluminum-steel bimetal components, the mold includes a mold cavity 8, and the shape of the mold cavity 8 is gear-shaped;
[0065] Step 2: Process the 6061 aluminum alloy bar stock into a cylinder with a diameter of 35 mm and a height of 58 mm as the aluminum alloy core 5, and process the 40CrMo pipe into a cylinder with an outer diameter of 45 mm and a wall thickness of 4 mm and a height of 50 mm. Torus, as steel sleeve 6;
[0066] Step 3: using an infrared heating furnace to heat the aluminum alloy core body 5 to 630° C. and keep it warm for 30 minutes, so that the aluminum alloy core body 5 is transformed into a semi-solid state with a liquid phase ratio of 40%;
[0067] Step 4: During the heat preservation in step 3 for about 25 minutes, use an electromagnetic induction heating furnace to heat the steel jacket 6 to 1000°C, use an infrared thermometer to monitor the steel jacket 6 in real time, and feed back the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More