

Preparation method of fiber-reinforced metal matrix composite material with directionally arranged fibers without intersection
A fiber-reinforced and cross-arranged technology, applied in the field of fiber-reinforced metal matrix composite material preparation, can solve the problems of affecting fatigue performance, reducing the performance of connectors, axial non-parallel, etc., to ensure fiber spacing and fiber volume fraction, optimize Mechanical properties, the effect of solving the performance reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
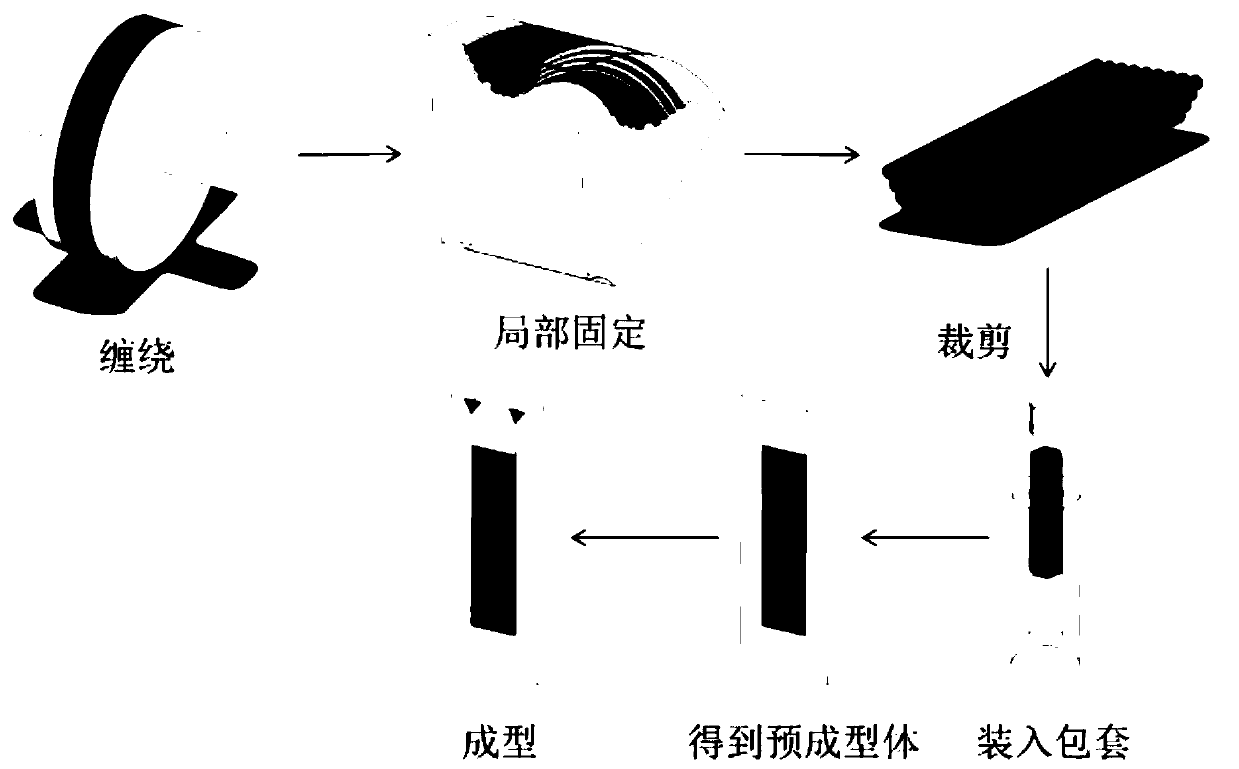
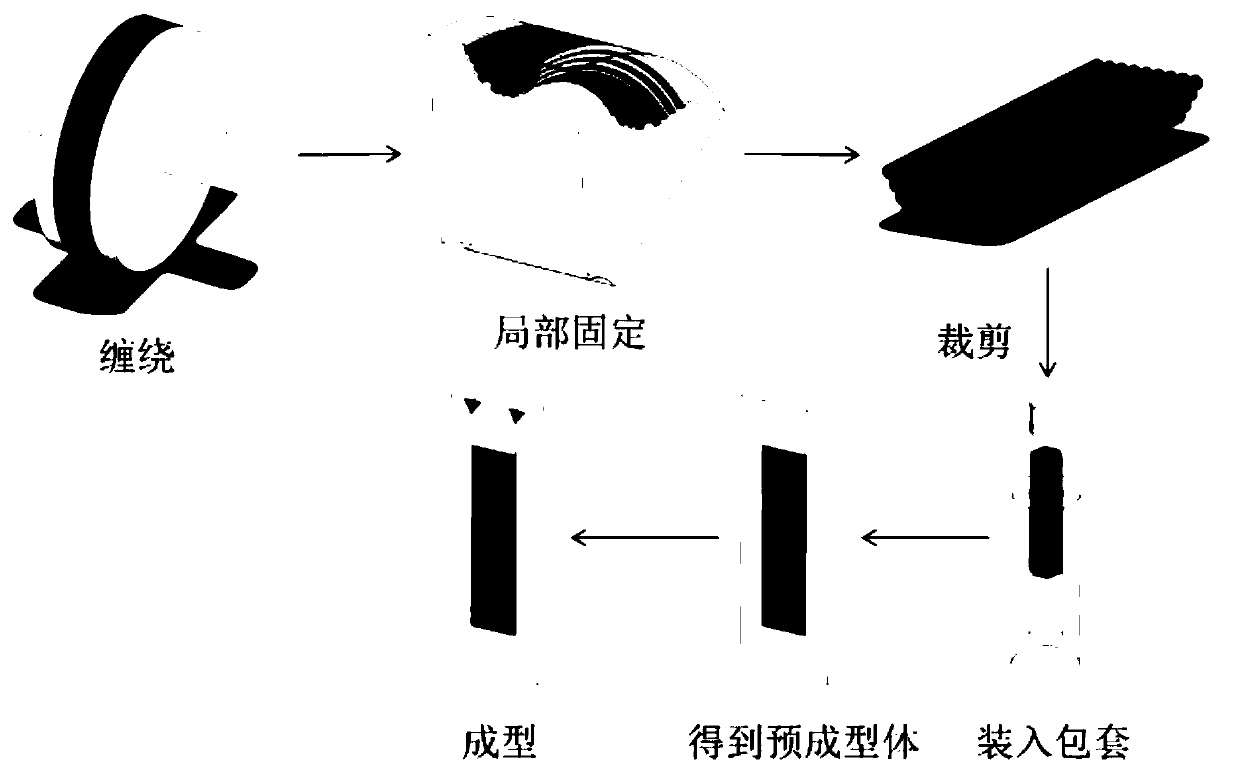
[0032] Select 2 μm of B 4 C+C double-coated SiC fiber, using physical vapor deposition method, aluminum alloy target, deposition temperature 100°C, pressure 0.5Pa, bias voltage -100V, deposition rate 5μm / h, deposition of aluminum alloy coating with a thickness of 20μm , wind the pioneer filament on the groove of the ring with a diameter of 100mm. The cross section of the groove is a semicircle with a diameter of 4mm. For together, put into a metal sleeve and carry out electron beam encapsulation. Fiber-reinforced metal matrix composites were molded by hot isostatic pressing. The molding temperature was 400°C, the pressure was 200MPa, and the heat preservation and pressure holding time was 60 minutes. 50% of connected parts.
Embodiment 2
[0034] Select 4 μm of B 4 C+C double-coated SiC fiber, using physical vapor deposition method, aluminum alloy target, deposition temperature 300°C, pressure 2Pa, bias voltage -500V, deposition rate 15μm / h, deposition of aluminum alloy coating with a thickness of 28μm, Wrap the pioneer filament on the groove of a ring with a diameter of 500mm. The cross section of the groove is a semicircle with a diameter of 20mm. The fiber is wound horizontally in one direction until it is level with the surface of the ring. Cut out two fiber segments with a length of 700mm and combine them into together, put into a metal sleeve for e-beam encapsulation. Fiber-reinforced metal matrix composites were molded by hot isostatic pressing. The molding temperature was 580°C, the pressure was 10, and the holding time was 5 hours. The composite material blank was prepared. The composite material had a diameter of 18 mm, a length of 700 mm, and a fiber volume fraction of 41. % connected components.
Embodiment 3
[0036]Select 1 μm C-coated SiC fiber, use physical vapor deposition method, titanium alloy target, deposition temperature 100°C, pressure 0.5Pa, bias voltage -100V, deposition rate 10μm / h, deposit 35μm thick titanium alloy coating Layer, wind the pioneer filament on the groove of the ring with a diameter of 200mm, the cross section of the groove is a semicircle with a diameter of 5mm, the fiber is wound flat in one direction, and wound to the same level as the surface of the ring, and two fiber segments with a length of 80mm are cut out. Fitted together, placed in a metal sleeve for e-beam encapsulation. Fiber-reinforced metal matrix composites were molded by hot isostatic pressing. The molding temperature was 900°C, the pressure was 120MPa, and the holding time was 2 hours. The composite material blank was prepared, and the composite material was prepared by processing with a diameter of 4.5mm, a length of 80mm, and a fiber volume fraction. 35% of connected parts.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More