

Production technology of TPU-substrate invisible car cover protection film
A production process and technology of protective film, applied in the direction of pressure-sensitive film/sheet, film/sheet release coating, film/sheet adhesive, etc., can solve the problem of high cost, glue residue, poor durability of protective film, etc. problem, to achieve the effect of improving utilization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
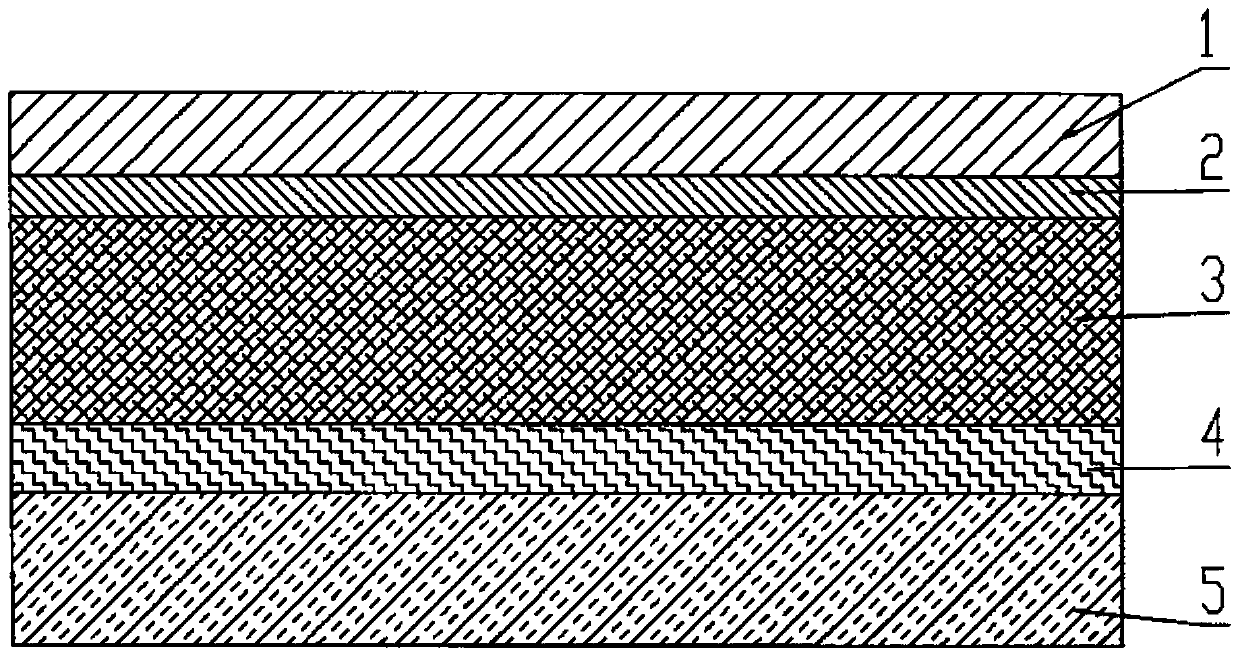
[0059] The present embodiment provides a kind of manufacturing process of the invisible car clothing protection film of TPU base material, specifically as follows:
[0060] First form the TPU substrate layer, and the raw material formula is: 86 parts of polyester-polyether copolymer; 1-6 parts of slip agent 1753; 6 parts of anti-UV agent #531, and 1 part of transparent masterbatch. Dry in a blast drying oven at 80°C for 4 hours, wait until the barrel of the single-screw extruder rises to 180°C in zone 1, 210°C in zone 2, 210°C in zone 3, 220°C in zone 4, 220°C at the adapter, and the temperature of the die at the head rises to 220°C: Add the above granules for melting and plasticization, extrude and cast through a casting die with a gap of 0.15mm, and continuously pass through a horizontal three-roll calender with a preset roll distance to calender and cool with circulating water to form the required film . The thickness of the original TPU film produced by this method is 0.1...
Embodiment 2
[0068] The substrate layer formula of TPU in this embodiment: 91 parts of polyester-polyether copolymer; 1-5 parts of slip agent 1753; 3 parts of anti-UV agent #531, and 1 part of transparent masterbatch. Dry in a blast drying oven at 80°C for 4 hours, wait until the barrel of the single-screw extruder rises to 180°C in zone 1, 210°C in zone 2, 210°C in zone 3, 220°C in zone 4, 220°C at the adapter, and the temperature of the die at the head rises to 220°C: Add the above granules for melting and plasticization, extrude and cast through a casting die with a gap of 0.15mm, and continuously pass through a horizontal three-roll calender with a preset roll distance to calender and cool with circulating water to form the required film .
[0069] The produced TPU original film, because TPU is a non-polar material, has low surface activity and needs to be pretreated with aliphatic polyurethane. Polyurethane oligomers are selected as the pretreatment agent and diluted to a certain conc...
Embodiment 3
[0072] The substrate layer formula of TPU in this embodiment: 91 parts of polyester-polyether copolymer; 1-5 parts of slip agent 1753; 3 parts of anti-UV agent #531, and 1 part of transparent masterbatch. Dry in a blast drying oven at 80°C for 4 hours, wait until the barrel of the single-screw extruder rises to 180°C in zone 1, 210°C in zone 2, 210°C in zone 3, 220°C in zone 4, 220°C at the adapter, and the temperature of the die at the head rises to 220°C: Add the above granules for melting and plasticization, extrude and cast through a casting die with a gap of 0.15mm, and continuously pass through a horizontal three-roll calender with a preset roll distance to calender and cool with circulating water to form the required film .
[0073] One side of the TPU substrate is directly coated. The pretreatment layer is formed by mixing butanone and ethyl acetate, wherein the mixing ratio of butanone and ethyl acetate is 1:8. The anti-scratch coating is composed of 3,7-dimethyloct...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| 100% modulus | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More