

Manufacturing method of novel high-performance ultra-fine grain GH4169 metal turbine disc
A technology of GH4169 and a manufacturing method, applied in the field of high-performance ultra-fine grain GH4169 metal turbine disk manufacturing, to achieve the effects of avoiding fatigue fracture, refining grain structure, and excellent fatigue performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
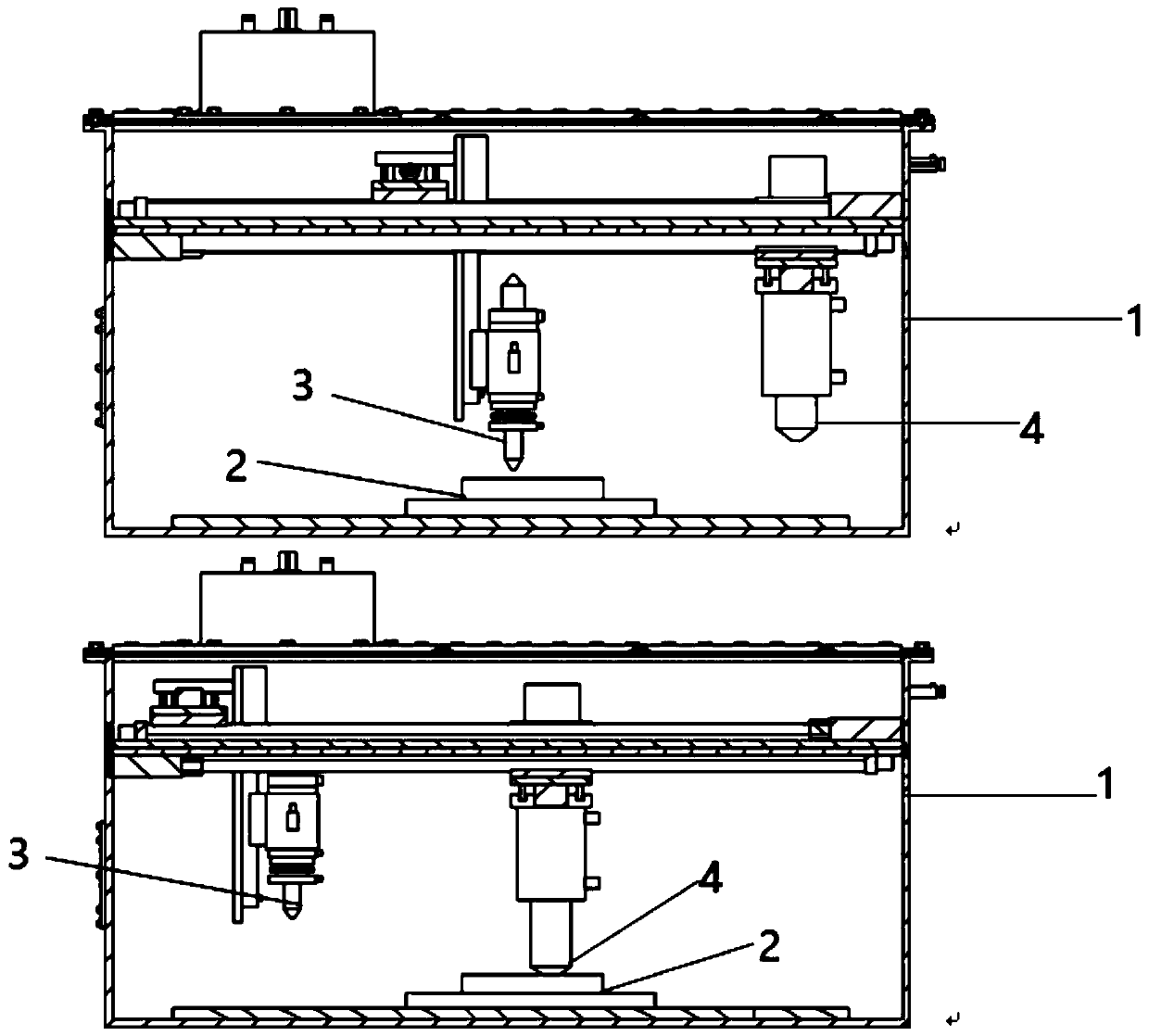
[0017] Such as figure 1 As shown, the GH4169 material alloy substrate 2 is placed in the inert gas protection box 1, and the box is sealed after being fixed with a card, and argon gas is introduced for protection, and the oxygen volume fraction is controlled to be lower than 6×10-5 to prevent the GH4169 alloy from being exposed to the laser. Oxidation during the rapid prototyping process, and then through the laser head 3, a high-precision three-way coaxial powder feeding system is used to perform laser three-dimensional forming of the GH4169 alloy turbine disk, following the forming trajectory until the first layer is fused; the laser process parameters are: Laser power: 3500W; Scanning speed: 5mm / s; Spot diameter: 4mm; Overlap rate: 40%; Powder feeding rate: 10g / min; Form GH4169 alloy laser cladding layer on GH4169 alloy substrate.
[0018] Continuous point forging is carried out on the above-mentioned GH4169 alloy cladding layer which has undergone laser melting, and the pl...
Embodiment 2
[0021] Put the GH4169 material alloy substrate 2 in the inert gas protection box 1, install the card and fix it, seal the box, pass in argon gas for protection, control the oxygen volume fraction below 6×10-5, and prevent the GH4169 alloy from being damaged during the laser rapid prototyping process Medium oxidation, and then through the laser head 3, adopt the high-precision three-way coaxial powder feeding system to carry out the laser three-dimensional forming of the GH4169 alloy turbine disk, follow the forming track until the first layer is fused; the laser process parameters are: laser power: 3500W; scanning Speed: 5mm / s; Spot diameter: 4mm; Overlap rate: 40%; Powder feeding rate: 10g / min; Form GH4169 alloy laser cladding layer on GH4169 alloy substrate.
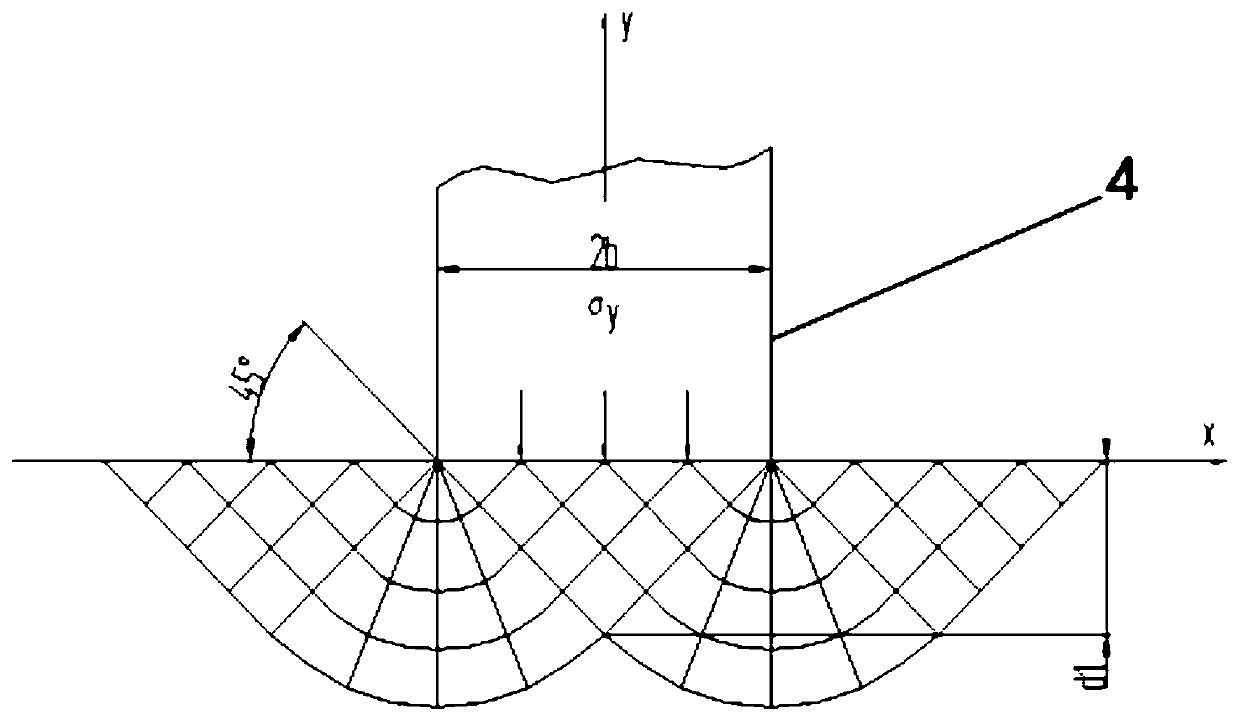
[0022]Continuous point forging is carried out on the above-mentioned GH4169 alloy cladding layer which has undergone laser melting, and the plane point forging is carried out by selecting the plane point pressure head 4...
Embodiment 3
[0024] Put the GH4169 material alloy substrate 2 in the inert gas protection box 1, install the card and fix it, seal the box, pass in argon gas for protection, control the oxygen volume fraction below 6×10-5, and prevent the GH4169 alloy from being damaged during the laser rapid prototyping process Medium oxidation, and then through the laser head 3, adopt the high-precision three-way coaxial powder feeding system to carry out the laser three-dimensional forming of the GH4169 alloy turbine disk, follow the forming track until the first layer is fused; the laser process parameters are: laser power: 3500W; scanning Speed: 5mm / s; Spot diameter: 4mm; Overlap rate: 40%; Powder feeding rate: 10g / min; Form GH4169 alloy laser cladding layer on GH4169 alloy substrate.
[0025] Continuous point-type forging is carried out on the above-mentioned GH4169 alloy cladding layer through laser melting, and a flat point-type indenter 4 is selected for flat point-type forging. The diameter of the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Spot diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More