

Manufacturing process of high-performance substrate
A manufacturing process and high-performance technology, applied in the direction of manufacturing tools, fine working devices, stone processing equipment, etc., can solve the problem of high substrate stress, inability to effectively control WarpBow to effectively reduce, and uncontrolled substrate stress in the fine grinding section, etc. problems, to achieve the effect of reducing the influence of deformation, low stress response, and high flatness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
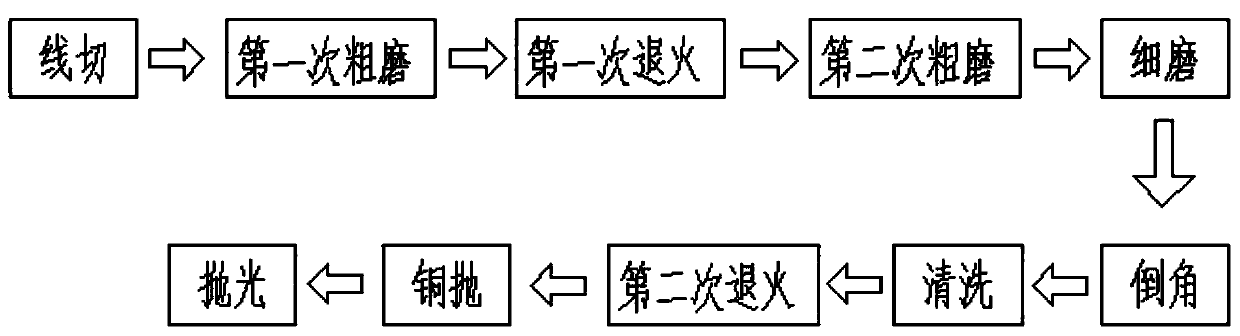
[0027] refer to figure 1 , a high-performance substrate manufacturing process, the specific steps of the manufacturing process are as follows:
[0028] (1) Wire cutting: use a multi-wire cutting machine, cutting wire and cutting fluid, select a suitable ingot, cut off the crystal neck, fix the ingot on the rotating clamping device, and use the multi-wire cutting machine that moves up and down, Slice the ingot to obtain a sapphire blank; the flatness index Warp after wire cutting is about 40 μm, and the Bow is about 8 μm;
[0029] (2) The first rough grinding: using a double-sided rough grinder, the sapphire blank is subjected to the first rough grinding with a boron carbide abrasive, and the thickness of the sapphire substrate is removed by 40-50 μm;
[0030] (3) The first annealing: Put the blank after the first rough grinding into the heating furnace to raise the temperature. 30 minutes; the third heating temperature is 1400°C, constant temperature for 100 minutes; the fir...
Embodiment 2
[0040] refer to figure 1 , a high-performance substrate manufacturing process, the specific steps of the manufacturing process are as follows:
[0041] (1) Wire cutting: use a multi-wire cutting machine, cutting wire and cutting fluid, select a suitable ingot, cut off the crystal neck, fix the ingot on the rotating clamping device, and use the multi-wire cutting machine that moves up and down, Slice the ingot to obtain a sapphire blank; the flatness index Warp after wire cutting is about 40 μm, and the Bow is about 8 μm;
[0042] (2) The first rough grinding: using a double-sided rough grinder, the sapphire blank is subjected to the first rough grinding with a boron carbide abrasive, and the thickness of the sapphire substrate is removed by 40-50 μm;
[0043](3) The first annealing: Put the blank after the first rough grinding into the heating furnace to raise the temperature. The temperature of the first heating is 450°C, and the temperature is kept constant for 50 minutes; ...
Embodiment 3
[0053] refer to figure 1 , a high-performance substrate manufacturing process, the specific steps of the manufacturing process are as follows:
[0054] (1) Wire cutting: use a multi-wire cutting machine, cutting wire and cutting fluid, select a suitable ingot, cut off the crystal neck, fix the ingot on the rotating clamping device, and use the multi-wire cutting machine that moves up and down, Slice the ingot to obtain a sapphire blank; the flatness index Warp after wire cutting is about 40 μm, and the Bow is about 8 μm;
[0055] (2) The first rough grinding: using a double-sided rough grinder, the sapphire blank is subjected to the first rough grinding with a boron carbide abrasive, and the thickness of the sapphire substrate is removed by 40-50 μm;
[0056] (3) The first annealing: Put the blank after the first rough grinding into the heating furnace to raise the temperature. 40 minutes; the third heating temperature is 1450°C, constant temperature for 150 minutes; the fir...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More