A 3D printing method for laser selective solidification of metal
A 3D printing and laser selection technology, which is applied in the direction of process efficiency improvement, additive manufacturing, additive processing, etc., can solve the problems of low printing efficiency and low forming precision, and achieve fast forming speed, high forming precision and high strength of parts Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment example 1
[0032] The steps of preparing iron-based alloy parts are as follows:
[0033] (1) Equipped with a photosensitive solvent: acryloylmorpholine (ACMO, with a purity of 98%) and 2,4,6-trimethylbenzoyl-diphenyl (Omnirad TPO) were prepared according to a mass ratio of 95:5 For comparison, add the two together and stir evenly with a glass rod to fully dissolve TPO into ACMO, prepare it as a photosensitive solvent and pour it into an aluminum bottle for later use;
[0034] (2) Preparation of photosensitive slurry: Measure 7ml of photosensitive solvent, place it under a digital display electric stirrer to stir and mix at a speed of 800rpm, weigh 100g of iron-based alloy 10V powder (D 50 = 30 μm), gradually add the powder into the photosensitive solvent, increase the rotation speed to 1600 rpm and stir for 30 minutes after the powder is completely added, to obtain a uniform photosensitive slurry without aggregates, and the solid phase volume fraction is 65.5%. Adding 3wt.% oleic acid a...
Embodiment example 2
[0040] The steps of preparing titanium alloy parts are as follows:
[0041] (1) Pour 15g of acryloylmorpholine (ACMO, with a purity of 98%) into a beaker, then weigh 0.75g of 2,4,6-trimethylbenzoyl-diphenyl (Omnirad TPO) and pour Pour into a beaker and stir until fully dissolved for later use;
[0042] (2) Weigh a certain amount of titanium alloy TC4 powder (particle size 50 μm), add the prepared photosensitive solvent to make its solid content 63vol.%, and add 0.5wt.% stearic acid to improve fluidity, pour Mixing is carried out in the mixing tank of the vacuum planetary ball mill, the ball to material ratio is 1:1, the ball milling speed is 100rpm, the ball milling time is 30min, and the slurry after ball milling is taken out for use;
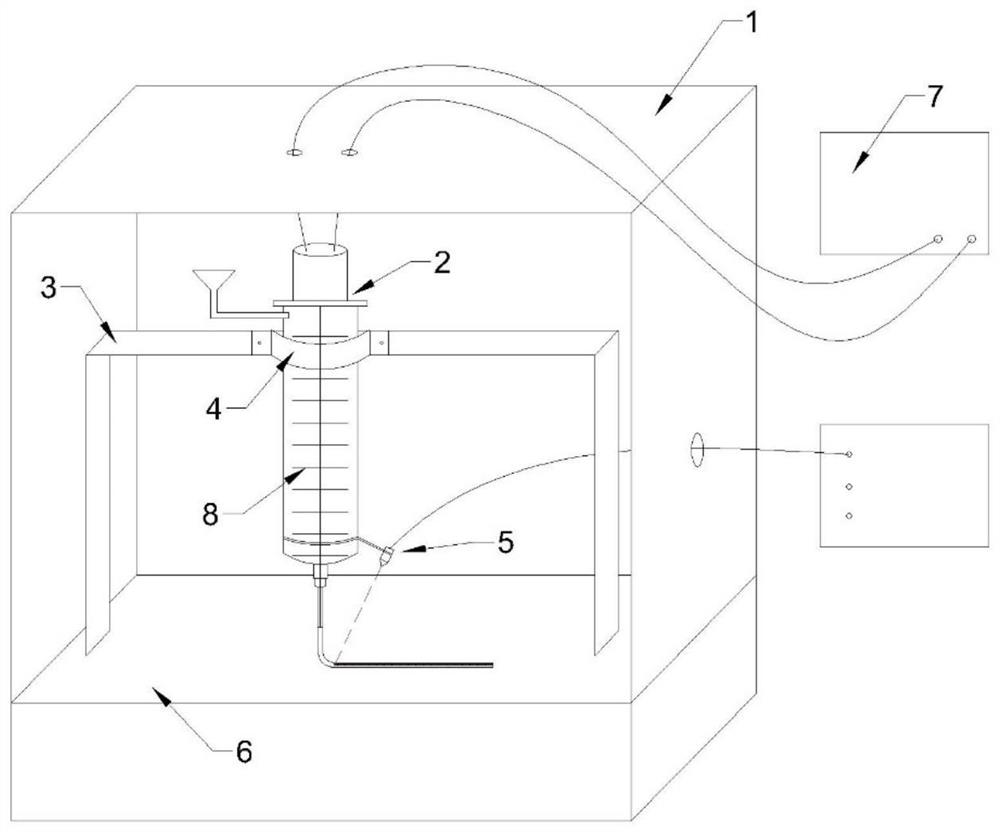
[0043] (3) Design the three-dimensional structure of the printed part, slice it in the computer slicing software, and import the sliced data into the attached figure 1 In the 3D printing control device (1) shown in;
[0044] (4) Inject th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More