High-weather-resistant cold heading steel for 10.9 grade fastener and production method of high-weather-resistant cold heading steel
A production method and fastener technology, applied in the field of cold heading steel production, can solve the problems that the weather resistance index I value does not reach 7.0, cannot be used to make high-strength fasteners, etc., and achieve the goal of increasing corrosion resistance Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
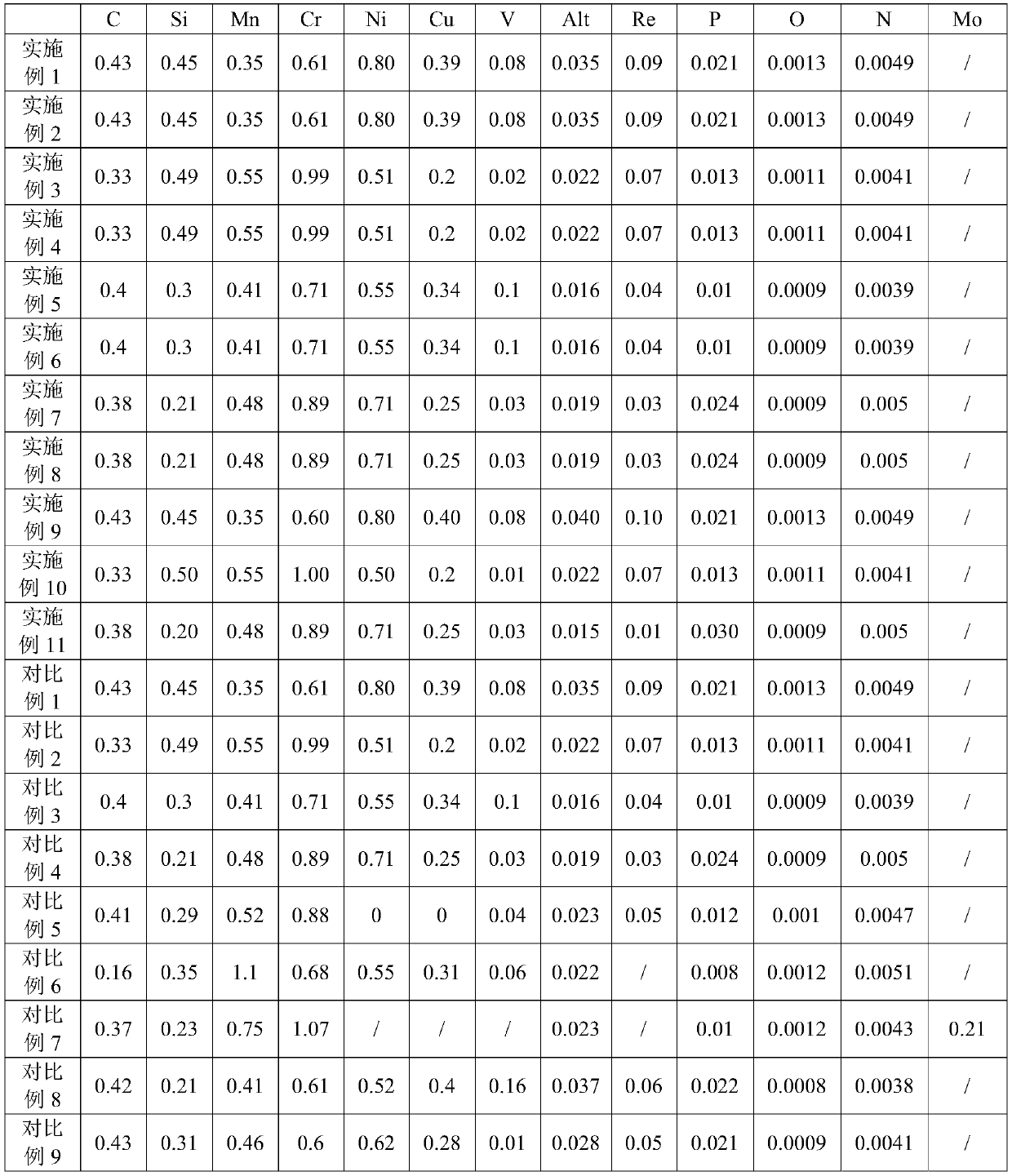
[0085] The main chemical composition and mass percentage of the high weather-resistant cold heading steel for 10.9-grade fasteners in this embodiment are shown in Example 1 in Table 1.
[0086] A production method of high-weather-resistant cold-heading steel for 10.9 grade fasteners of this embodiment includes the following steps on the basis of the ingredients of this embodiment:
[0087] S1. Electric furnace smelting; during the smelting process, the oxygen is fixed before tapping, and the steel is left during the tapping process to avoid slag.
[0088] S2, LF furnace refining: during the LF furnace refining process, adjust elements such as C, Si, Mn, Cr, Ni, Cu, V, Re, P to the target value.
[0089] S3, RH vacuum degassing; degassing time ≥ 15 minutes, [H] content ≤ 1.5ppm after vacuum treatment, to avoid hydrogen embrittlement of bolts.
[0090] S4. Billet continuous casting; the temperature of the molten steel in the tundish is controlled at 10-40°C above the liquidus l...
Embodiment 2
[0099] The main chemical composition and mass percentage of a high weather-resistant cold heading steel for 10.9-grade fasteners in this embodiment are shown in Example 2 in Table 1.
[0100] A production method of high-weather-resistant cold-heading steel for 10.9 grade fasteners of this embodiment includes the following steps on the basis of the ingredients of this embodiment:
[0101] S1. Electric furnace smelting; during the smelting process, the oxygen is fixed before tapping, and the steel is left during the tapping process to avoid slag.
[0102] S2, LF furnace refining: during the LF furnace refining process, adjust elements such as C, Si, Mn, Cr, Ni, Cu, V, Re, P to the target value.
[0103] S3, VD vacuum degassing; degassing time ≥ 15 minutes, [H] content ≤ 1.5ppm after vacuum treatment, to avoid hydrogen embrittlement of bolts.
[0104] S4. Billet continuous casting; the temperature of the molten steel in the tundish is controlled at 10-40°C above the liquidus lin...
Embodiment 3
[0113] The main chemical composition and mass percentage of the high weather-resistant cold heading steel for 10.9-grade fasteners in this embodiment are shown in Example 3 in Table 1.
[0114] A production method of high-weather-resistant cold-heading steel for 10.9 grade fasteners of this embodiment includes the following steps on the basis of the ingredients of this embodiment:
[0115] S1. Converter smelting; during the smelting process, the oxygen is fixed before tapping, and the steel is left during the tapping process to avoid slag.
[0116] S2, LF furnace refining: during the LF furnace refining process, adjust elements such as C, Si, Mn, Cr, Ni, Cu, V, Re, P to the target value.
[0117] S3, RH vacuum degassing; degassing time ≥ 15 minutes, [H] content ≤ 1.5ppm after vacuum treatment, to avoid hydrogen embrittlement of bolts.
[0118] S4. Billet continuous casting; the temperature of the molten steel in the tundish is controlled at 10-40°C above the liquidus line, an...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More