A method for inhibiting the formation of acicular martensite phase in 3D printed tc4 alloy structure
A technology of alloy structure and 3D printing, which is applied in the direction of additive manufacturing, metal processing equipment, process efficiency improvement, etc., can solve the problems of reducing actual production efficiency and increasing production cost, achieve excellent plasticity, reduce rapid manufacturing cost, and improve production efficiency effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
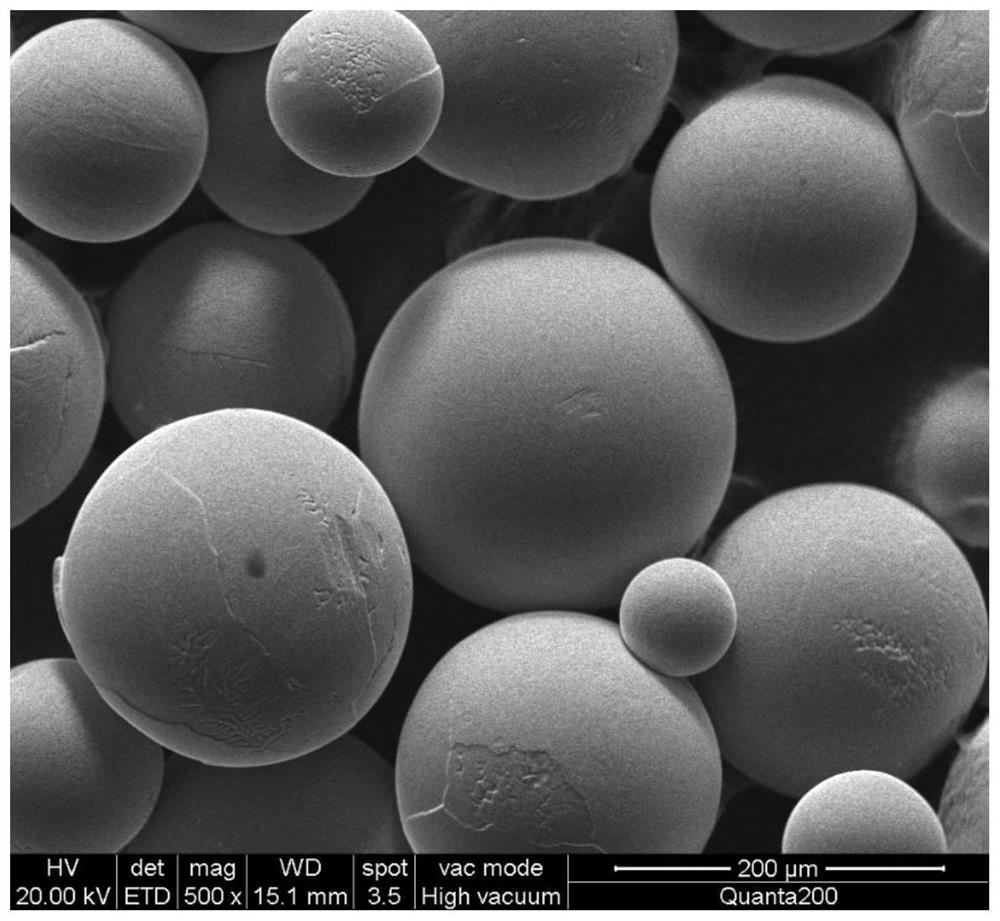
[0026] Step 1: Dry TC4 titanium alloy powder in a vacuum dryer at 120°C for 100 minutes, then add the powder to the powder feeding device and store the excess powder in vacuum packaging;
[0027] Step 2: Use 100-mesh and 600-mesh sandpaper to polish the base material of the formed TC4 alloy plate to remove the oxide layer, and then wipe it clean with alcohol and acetone;
[0028] Step 3: The spherical TC4 powder prepared in step 1 is subjected to laser melting deposition forming on the TC4 alloy plate substrate in step 2 to obtain a Ti6Al4V titanium alloy sample whose shape meets the preset requirements. The process parameters of laser melting deposition forming are set as follows: laser power 1500W, scanning speed 10mm / min, powder feeding rate 7g / min, laser spot diameter 3mm, deposition thickness 0.6mm, single pass width 3mm, overlap rate 45%;
[0029] Step 4: The TC4 titanium alloy sample formed by laser melting deposition is separated from the substrate by a wire cutting me...
Embodiment 2
[0032] Step 1: Dry TC4 titanium alloy powder in a vacuum dryer at 120°C for 100 minutes, then add the powder to the powder feeding device and store the excess powder in vacuum packaging;
[0033] Step 2: Use 100-mesh and 600-mesh sandpaper to polish the base material of the formed TC4 alloy plate to remove the oxide layer, and then wipe it clean with alcohol and acetone;
[0034] Step 3: The spherical TC4 powder prepared in step 1 is subjected to laser melting deposition forming on the TC4 alloy plate substrate in step 2 to obtain a Ti6Al4V titanium alloy sample whose shape meets the preset requirements. The process parameters of laser melting deposition forming are set as follows: laser power 2000W, scanning speed 12mm / min, powder feeding rate 10.5g / min, laser spot diameter 3mm, deposition thickness 0.63mm, single pass width 3.74mm, lap rate 45%;
[0035] Step 4: The TC4 titanium alloy sample formed by laser melting deposition is separated from the substrate by a wire cutting...
Embodiment 3
[0038]Step 1: Dry TC4 titanium alloy powder in a vacuum dryer at 120°C for 100 minutes, then add the powder to the powder feeding device and store the excess powder in vacuum packaging;
[0039] Step 2: Use 100-mesh and 600-mesh sandpaper to polish the base material of the formed TC4 alloy plate to remove the oxide layer, and then wipe it clean with alcohol and acetone;
[0040] Step 3: The spherical TC4 powder prepared in step 1 is subjected to laser melting deposition forming on the TC4 alloy plate base material in step 2 to obtain a Ti6Al4V titanium alloy sample whose shape meets the preset and requirements. The process parameters of laser melting deposition forming are set as follows: laser power 2000W, scanning speed 8mm / min, powder feeding rate 10.5g / min, laser spot diameter 3mm, deposition thickness 1.12mm, single pass width 4.3mm, lap rate 45%;
[0041] Step 4: The TC4 titanium alloy sample formed by laser melting deposition is separated from the substrate by a wire cu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com