


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A method for controlling the cooling path of high-strength steel bars
A control method and cooling path technology, applied in the direction of heat treatment process control, manufacturing tools, heat treatment equipment, etc., to achieve the effect of reducing alloy content, improving mechanical properties, and prolonging solid solution state
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0023] Taking HRB400E as an example, the production High-strength steel bars, by weight percentage, include the following components:
[0024] Ingredient Control:
[0025]
[0026] The rest is Fe, control impurity content: P≤0.045%, S≤0.045%. Billet section specification: 160×160mm 2 , Rolling speed: 12m / s, rolling start temperature: around 1040°C.
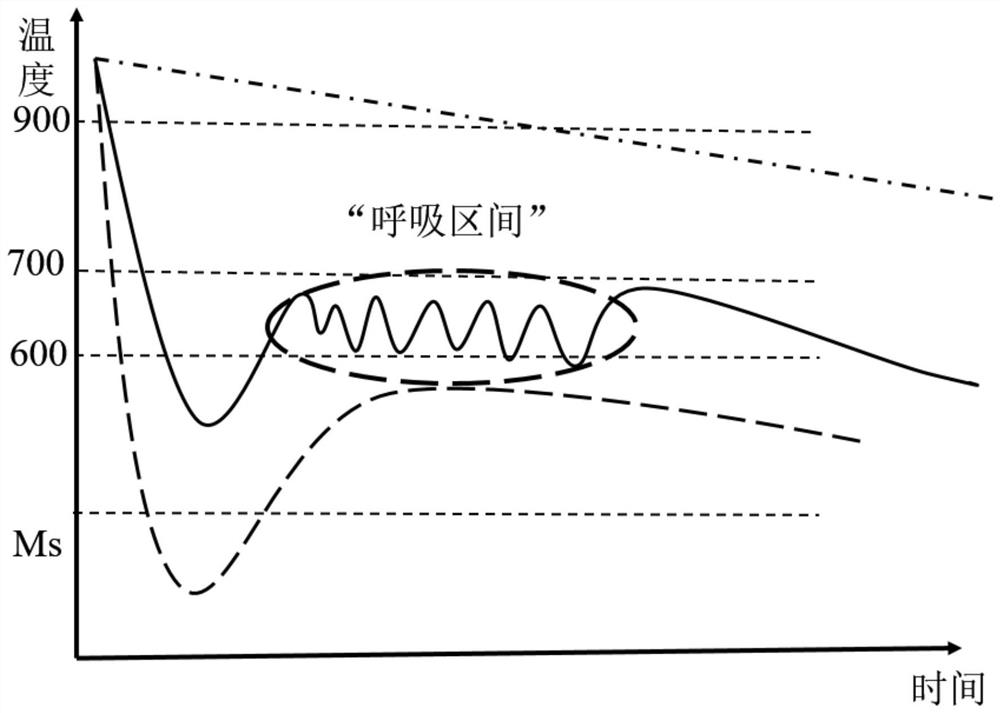
[0027] The cooling path after rolling adopts the alternate arrangement mode of large cooling speed water cooling and small cooling speed water mist cooling unit. The length of the large cooling cooling unit is 4m, and the length of small cooling speed water mist cooling unit is 5m. Large cooling speed - small cooling speed - large cooling speed - small cooling speed layout, a total of 27m, the cooling speed of the large cooling speed is about 22 ℃ / s, the cooling speed of the small cooling speed is about 12 ℃ / s, the total cooling time is about In 2.5s, the target temperature of the upper cooling bed is controlled at abo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com