

A scanning laser-tig arc compound deep penetration welding method
A deep penetration welding and scanning laser technology, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of reducing the melting width of the back of the weld, increasing the beam transmission distance, and undercutting the front of the weld. Reduce welding residual stress and deformation, improve penetration, and improve the effect of back fusion width
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] The embodiments of the present invention will be described in further detail below in conjunction with the drawings and examples. The detailed description and drawings of the following embodiments are used to exemplarily illustrate the principles of the present invention, but cannot be used to limit the scope of the present invention. That is, the present invention is not limited to the described embodiments and does not deviate from the spirit of the present invention. The following covers any modification, replacement and improvement of parts, components and connection methods.
[0031] It should be noted that the embodiments in the application and the features in the embodiments can be combined with each other if there is no conflict.
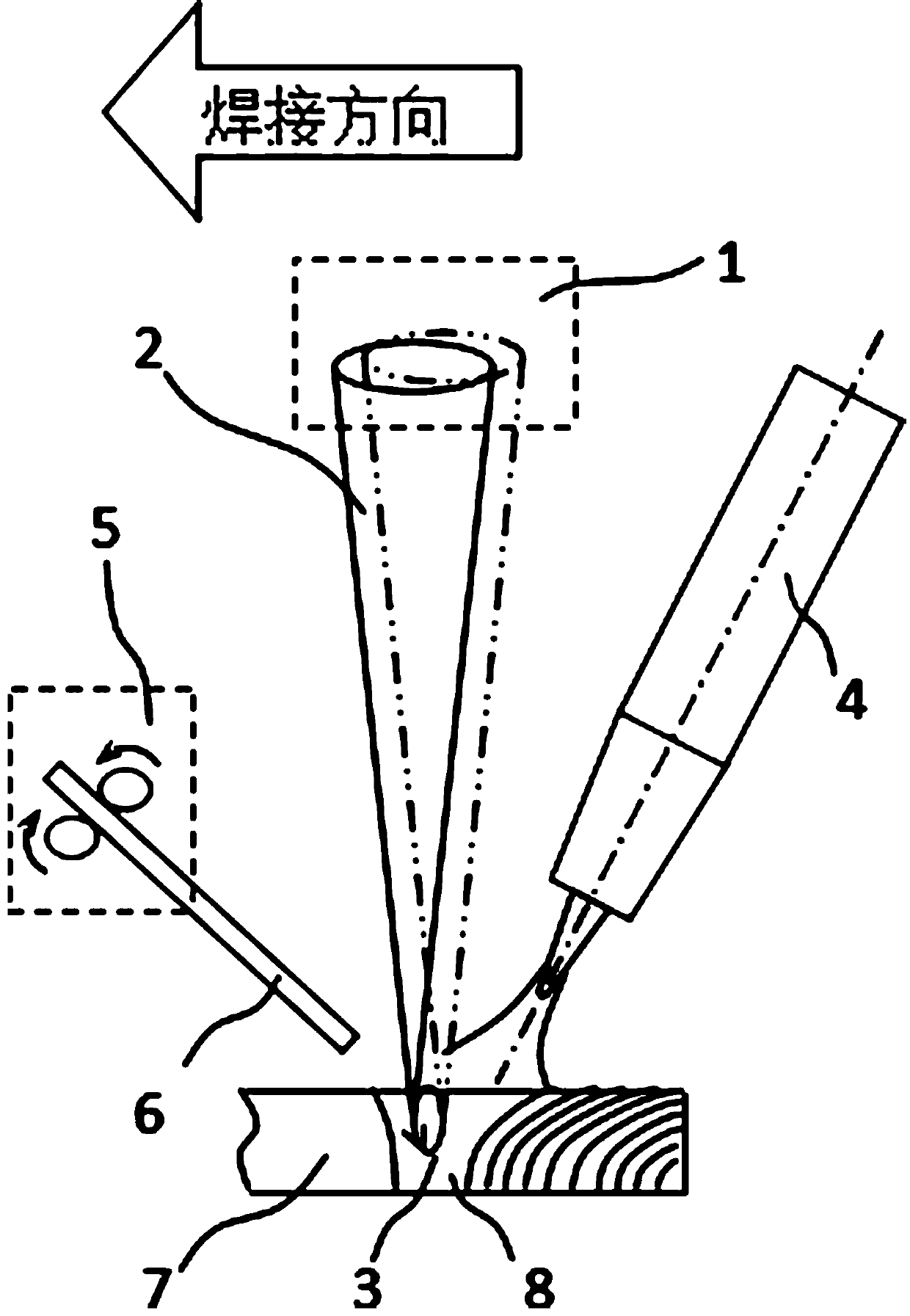
[0032] The following will refer to the attached figure 1 -Attached figure 2 The application will be described in detail in conjunction with the embodiments.
[0033] See attached figure 1 As shown, a scanning laser-TIG arc hybrid deep pen...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More