

A heat treatment method for steel welds used in 700mpa grade automobile torsion beams
A heat treatment method and torsion beam technology, applied in heat treatment furnaces, heat treatment equipment, process efficiency improvement, etc., can solve the problems of low fatigue life of finished automobile torsion beams and easy cracking of automobile torsion beams
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0060] Embodiment 1 provides a kind of heat treatment method of 700MPa class automobile torsion beam steel weld seam, welded steel pipe is 700MPa class high-frequency welded pipe, steel pipe wall thickness is 2mm, weld seam width is 2mm, steel pipe chemical composition is as shown in Table 1, all the other are Fe and unavoidable impurities. Using intermediate frequency induction heating, the temperature is raised to 800°C in an area with a distance of 8mm from the weld seam, with the weld seam as the axis of symmetry, the first heat preservation is 20s, the cooling rate is controlled at 15°C / s, the air is cooled to 580°C, and the second heat preservation is 25s. Air cool to room temperature.
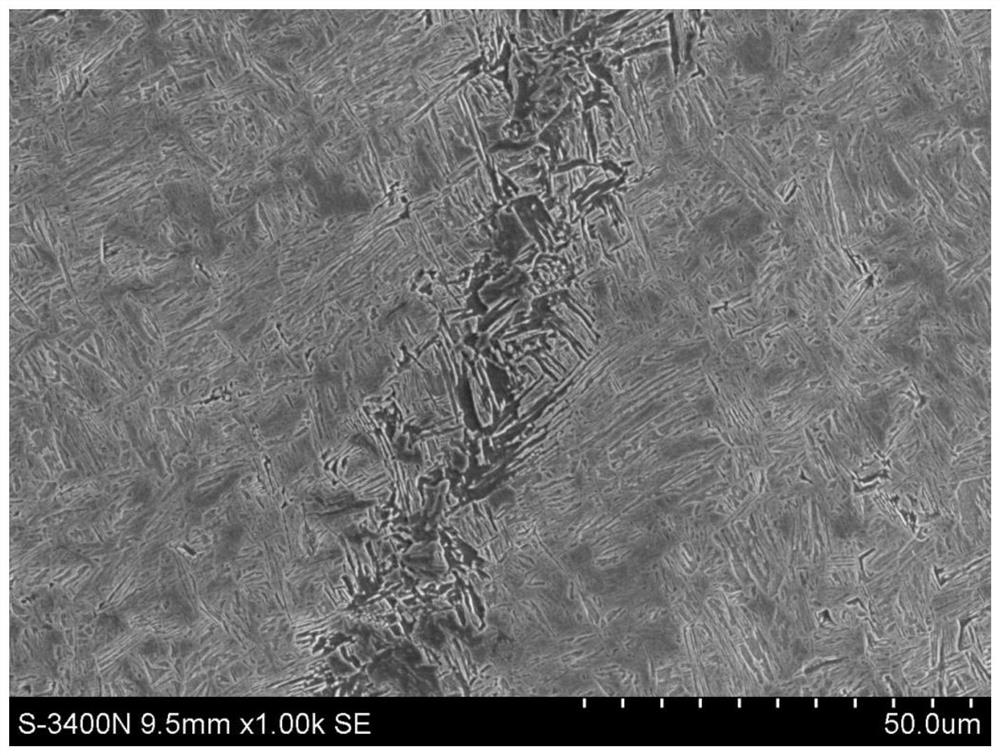
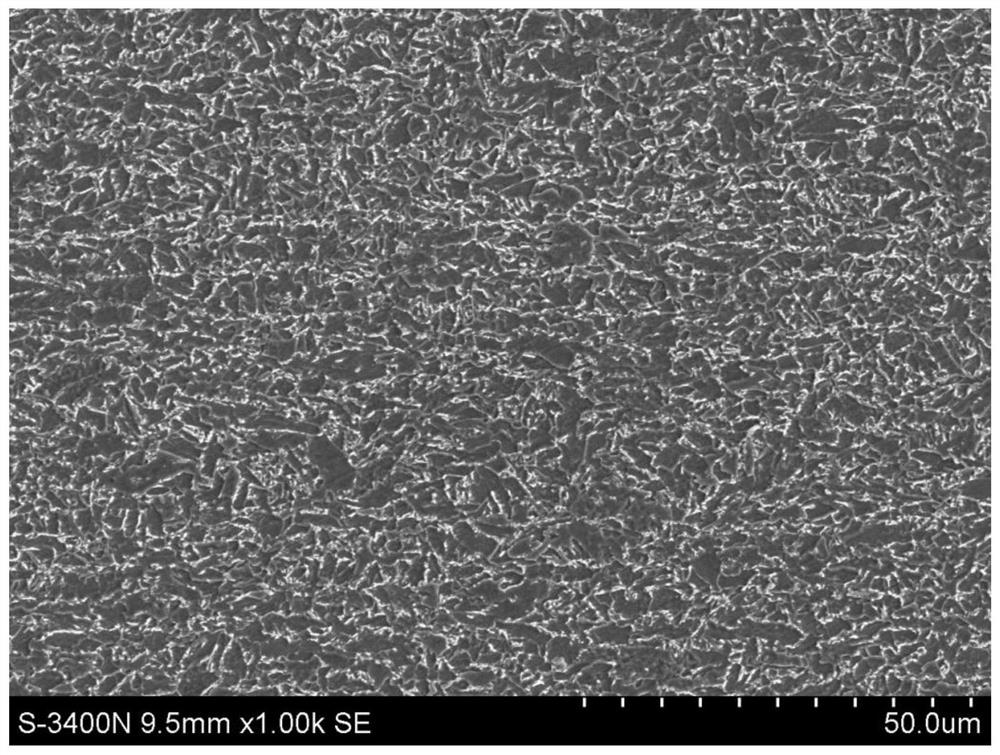
[0061] Observation before heat treatment, the weld center fusion line structure is ferrite + lath bainite structure; weld heat affected zone is martensite + lath bainite structure; base metal structure is granular bainite structure . Weld structure such as figure 1 As shown, the base ...
Embodiment 2
[0065] Embodiment 2 provides a kind of heat treatment method of 700MPa grade automobile torsion beam steel weld seam, welded steel pipe is 700MPa grade high-frequency welded pipe, steel pipe wall thickness is 3mm, weld seam width is 1.5mm, steel pipe chemical composition is as shown in Table 1, the rest For Fe and unavoidable impurities. Using intermediate frequency induction heating, the temperature is raised to 820°C in an area with a distance of 6 mm from the weld seam, with the weld seam as the axis of symmetry, the first heat preservation is 27s, the cooling rate is controlled at 18°C / s, the air is cooled to 560°C, and the second heat preservation is 30s. Air cool to room temperature.
[0066] Observation before heat treatment, the weld center fusion line structure is ferrite + lath bainite structure; weld heat affected zone is martensite + lath bainite structure; base metal structure is granular bainite structure .
[0067] Observation after heat treatment: the fusion ...
Embodiment 3
[0070] Embodiment 3 provides a kind of heat treatment method of 700MPa grade automobile torsion beam steel weld seam, welded steel pipe is 700MPa grade high-frequency welded pipe, steel pipe wall thickness is 4mm, weld seam width is 2mm, steel pipe chemical composition is as shown in Table 1, all the other are Fe and unavoidable impurities. Medium frequency induction heating is used to heat up to 810°C in an area with a distance of 8mm from the weld seam, with the weld seam as the axis of symmetry. The first heat preservation is 17s, the cooling rate is controlled at 13°C / s, the air cooling is to 560°C, and the second heat preservation is 35s. , after air cooling to 254°C for 1min, water cooling to 25°C at a water cooling rate of 30°C / s.
[0071] Observation before heat treatment, the weld center fusion line structure is ferrite + lath bainite structure; weld heat affected zone is martensite + lath bainite structure; base metal structure is granular bainite structure .
[00...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| volume ratio | aaaaa | aaaaa |
| volume ratio | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More