

Process for producing nodular cast iron camshafts by means of iron-mold clamped sand molds
A technology of nodular cast iron and camshaft, which is applied in the direction of core, mold, and mold composition, can solve the problems of low strength and elongation, unqualified metallographic structure, low process yield, etc., and achieve strength and elongation High quality, qualified metallographic structure, and high process yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
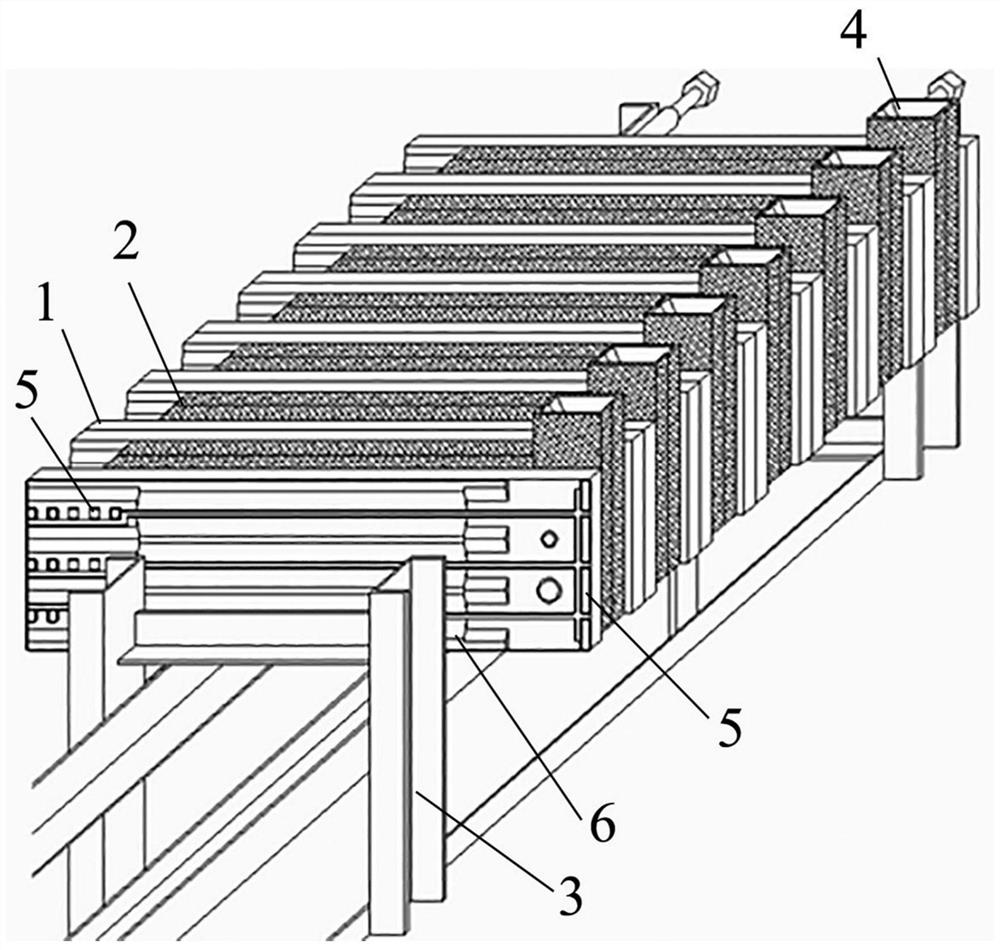
[0035] The process of producing a nodular cast iron camshaft by clamping sand molds with iron molds of the present invention will be further described in detail below in conjunction with the accompanying drawings.
[0036] The process of producing nodular cast iron camshafts by clamping sand molds with iron molds of the present invention uses gray cast iron to pour special iron molds to make special casting frames, places the special iron molds on the special casting frames, and uses double-sided horizontal sand injection molding machines to produce coatings Sand mold, place ceramic filter and glass fiber filter in the sand mold, bond the left and right sand molds to form a complete sand mold, place the sand molds one by one in the middle of the iron mold, and make the sand mold accurately embedded in the cavity of the iron mold. The molten iron after chemical treatment is poured into sand molds one by one, and the castings are separated. The specific production process include...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More