A welding method for suppressing cracks in aluminum alloy t-joints
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A welding method, aluminum alloy technology, applied in welding equipment, welding accessories, manufacturing tools, etc., to release internal stress, avoid repeated softening, and suppress cracks
Active Publication Date: 2022-07-05
HARBIN INST OF TECH
View PDF13 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0004] The present invention aims at the problem of thermal cracks existing in double-sided laser welding of aluminum alloy T-joints, and proposes a welding method for suppressing cracks in aluminum alloy T-joints
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0039] The method of welding 2195 aluminum-lithium alloy 4mm stringer and 6mm skin T-joint in this embodiment is as follows:
[0040] Step 1: the parts to be welded of the workpiece are processed to the required precision as required, and the two side surfaces after the workpiece are processed are polished or cleaned;
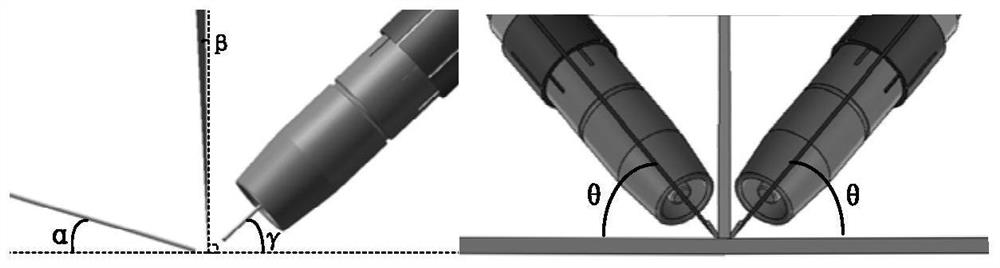
[0041] Step 2: fix the workpiece to be welded after grinding or cleaning on the welding fixture, the stringer is perpendicular to the surface of the skin, the upper preload is not less than 50N, the inclination angle α of the welding wire 1 is 20°, and the inclination angle β of the laser is 52°, The inclination angle γ of the welding torch is 35°, and the inclination angle θ of the composite welding head is 32°.
[0042] Step 3: The same parameters are used on both sides, the laser defocus amount is ﹢3mm, the laser power is 5000W, the welding speed is 5m / min, the wire feeding speed is 180mm / min, the filament spacing is 5mm, the arc current is 85A, and the arc ...
Embodiment 2
[0046] The method of welding 2195 aluminum-lithium alloy 4mm stringer and 6mm skin T-joint in this embodiment is as follows:
[0047] Step 1: the parts to be welded of the workpiece are processed to the required precision as required, and the two side surfaces after the workpiece are processed are polished or cleaned;
[0048] Step 2: fix the workpiece to be welded after grinding or cleaning on the welding fixture, the row bar is perpendicular to the surface of the skin, the upper preload is not less than 50N, the inclination angle α of the welding wire 1 is 20°, and the inclination angle β of the laser is 52°, The inclination angle γ of the welding torch is 35°, and the inclination angle θ of the composite welding head is 32°.
[0049] Step 3: use the same parameters on both sides, the laser defocus amount is ﹢3mm, the laser power is 5000W, the welding speed is 5m / min, the wire feeding speed is 180mm / min, the distance between the filaments is 2mm, the arc current is 85A, and ...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
angle
aaaaa
aaaaa
Login to View More
Abstract
A welding method for suppressing cracks in an aluminum alloy T-shaped joint relates to the field of welding. The invention aims to solve the problem of thermal cracks existing in the double-sided laserwelding of the aluminum alloy T-joint. The present invention mainly utilizes the composition of the welding wire 1 to enhance the internal consistency of the welding seam and improve the strength of the welding seam, and uses the composition of the welding wire 2 to suppress cracks at the front of the solidification of the rear molten pool. On the premise of ensuring the overall flow trend of the molten pool, the invention can further improve the elimination of pores and the reduction of heat input by using heat sources such as swing laser and pulse / AC CMT. The invention is applied to the field of manufacturing welding.
Description
technical field [0001] The invention belongs to the field of material processingengineering, and in particular relates to a welding method for suppressing cracks in an aluminum alloy T-shaped joint. Background technique [0002] In the manufacturing industries of aircraft, automobiles and rolling stock, in order to reduce the self-weight of the vehicle and improve the carrying capacity, more and more light metal alloys and thin-walled lightweight structures are used. Light alloys based on titanium alloys and aluminum alloys have been widely used in the manufacture of structural parts in aerospace and other fields to meet the development needs of modern aircraft for lightweight and high performance of key structural parts. In the manufacturing process of aerospace light alloy thin-walled structural parts, the connection between the wall plate and the stringer is usually involved. After the traditional riveting process is replaced by welding, the weight reduction effect is re...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More