

Preparation method of titanium alloy plate
A technology of titanium alloy and plate, which is applied in the preparation of titanium alloy plate and processing of titanium and titanium alloy, which can solve the problems of overburned structure, shallow metal molten pool, and shortened service life of alloys, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
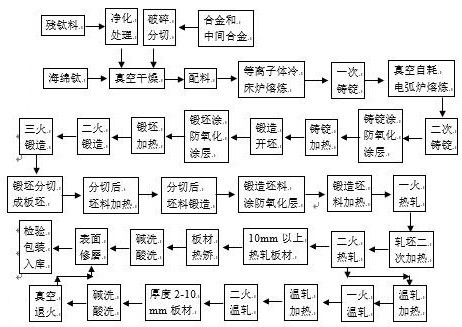
[0039] Embodiment: thickness is 20mm and thickness is that the TC4 plate production technology of 3.2mm is:
[0040] The above purpose is achieved through the following scheme:
[0041] 1. Titanium alloy ingot casting: alloy casting includes the following steps
[0042] ⑴Select high-quality grade 0 sponge titanium with impurity content not exceeding 0.3%, titanium content not less than 99.7%, double grade 0 electrolytic aluminum ingots and Al-80V master alloy as raw materials. Because the size of the raw material is too large, it is easy to cause segregation and inclusion of alloy components. Before the raw material treatment, it is necessary to cut the electrolytic aluminum ingot into a block with a particle size of 8-12.7mm for later use, and crush and screen the Al-80V master alloy to The particle size of 3-12.7mm is reserved.
[0043] (2) Send the prepared electrolytic aluminum, aluminum-vanadium master alloy and sponge titanium into the drying furnace for drying. All ra...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More