

Preparation method of powder metallurgy part
A powder metallurgy and parts technology, applied in the field of powder metallurgy parts preparation, can solve the problem of inability to achieve axial surface densification, and achieve the effects of small equipment footprint, reduced production costs, and uniform densification depth
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] 1) Prepare the raw materials, use sintered steel, such as mixed powder of iron, copper and carbon, the ratio is: atomized iron powder is 96.8%, carbon is 0.70%, copper powder is 2%, and then the content is 0.5% lubricants;
[0037] 2) Compress the above mixed powder to a density of 7.10g / cm under a pressure of 600MPa 3 green powder metallurgy parts;
[0038]3) Sintering: The powder metallurgy part is sintered at a sintering temperature of 1200° C., and the sintering time is 20 minutes, and the sintering is carried out in a vacuum sintering furnace;
[0039] 4) Annealing: place the sintered part in step 3) in a non-oxidizing atmosphere for annealing, the annealing temperature is 750°C, and the annealing time is 5 minutes;
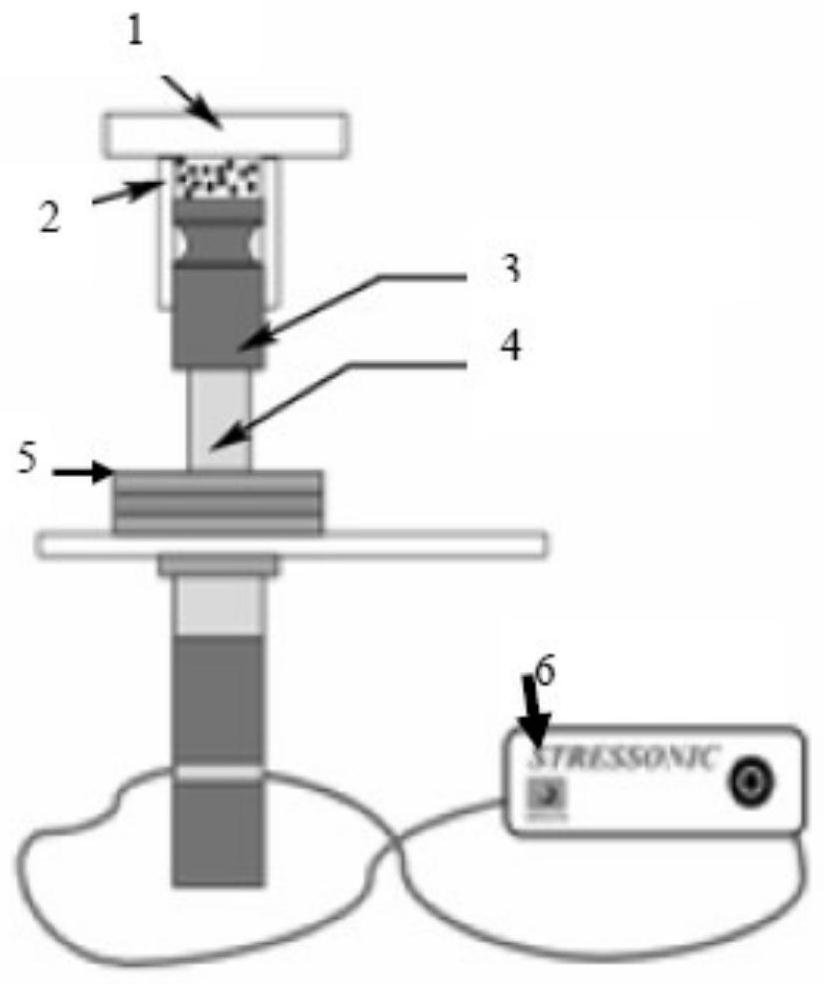
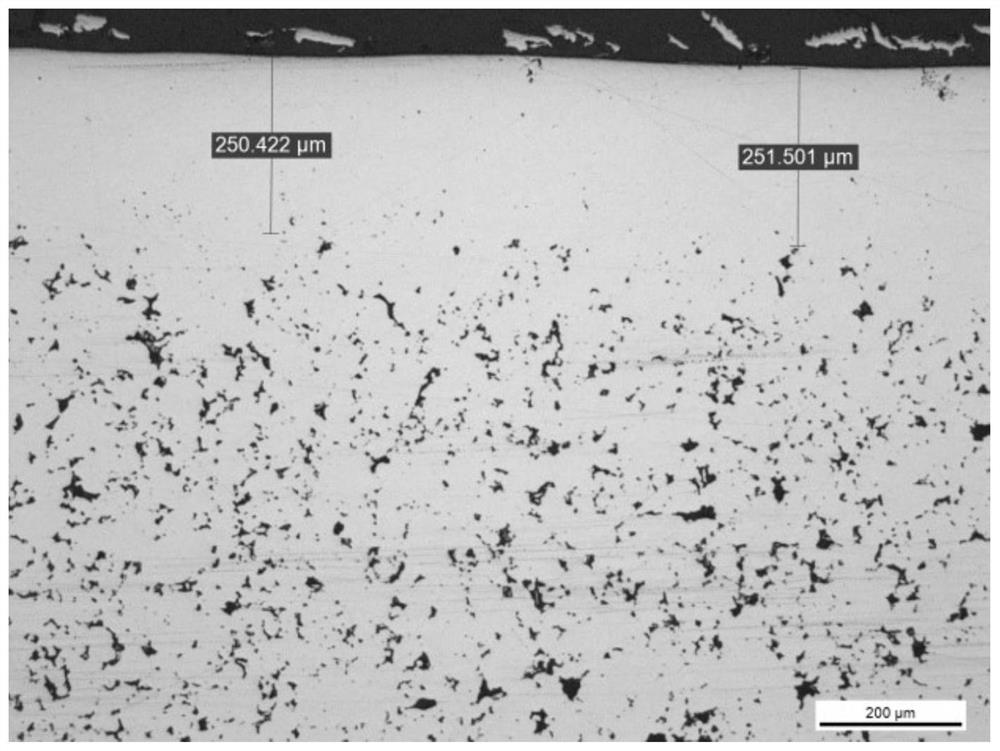
[0040] 5) Ultrasonic end face densification: Ultrasonic impact shot peening equipment is used for end face densification. First impact with bearing steel shot with a diameter of 4mm for 60s, and then impact with a bearing steel shot with a diameter...
Embodiment 2
[0044] 1) Prepare raw materials, use sintered steel, such as mixed powder of iron, copper and carbon, the ratio is: atomized iron powder is 96.8%; carbon is 0.70%, copper powder is 2%, and then the content is added to 0.5% lubricants;
[0045] 2) Compress the above mixed powder to a density of 7.10g / cm under a pressure of 600MPa 3 green powder metallurgy parts;
[0046] 3) Sintering: The powder metallurgy part is sintered at a temperature of 1120° C., and the sintering time is 25 minutes, and the sintering is carried out in a vacuum sintering furnace;
[0047] 4) Annealing: place the sintered part in step 3) in a non-oxidizing atmosphere for annealing, the annealing temperature is 1000°C, and the annealing time is 60 minutes;
[0048] 5) Ultrasonic end face densification: Ultrasonic impact shot peening equipment is used for end face densification. Impact with bearing steel shot with a diameter of 3mm for 120s, and then impact with a bearing steel shot with a diameter of 2mm...
Embodiment 3
[0051] 1) Prepare the raw materials, that is, the mixed powder of iron, copper and carbon, the ratio of which is: 96.8% of atomized iron powder; 0.70% of carbon, 2% of copper powder, and then add lubricant with a content of 0.5%;
[0052] 2) Compress the above mixed powder to a density of 7.10g / cm under a pressure of 600MPa 3 green powder metallurgy parts;
[0053] 3) Sintering: The powder metallurgy part is sintered at a temperature of 1120° C., and the sintering time is 25 minutes, and the sintering is carried out in a mesh belt sintering furnace;
[0054] 4) Annealing: place the sintered part in step 3) in a non-oxidizing atmosphere for annealing, the annealing temperature is 950°C, and the annealing time is 200min;
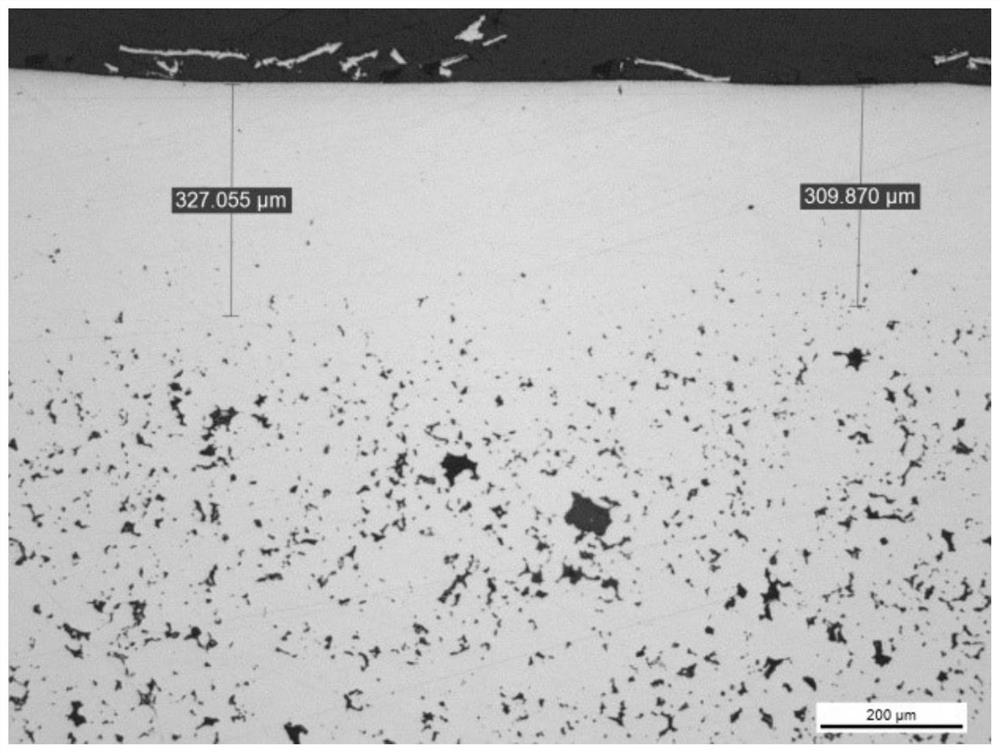
[0055] 5) Ultrasonic end face densification: Ultrasonic impact shot peening equipment is used for end face densification. The bearing steel shot with a diameter of 4mm is impacted for 120s, the densification depth is 320μm, the surface roughness Ra after den...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Density | aaaaa | aaaaa |
| Surface roughness | aaaaa | aaaaa |
| Surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More