

Heat treatment process for wheel
A wheel and process technology, applied in heat treatment furnaces, heat treatment equipment, heat treatment process control, etc., can solve the problems that cannot meet the requirements of wheel wear resistance, section hardness, lower limit of strength, and cannot meet the requirements of high plastic toughness, etc., to achieve improved The effect of service life and safety, improving the level of hardness, ensuring wear resistance and impact resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0061] C-grade molten steel is formed through electric furnace steelmaking process, LF furnace refining process, RH vacuum degassing process, round billet continuous casting process, ingot cutting process, hot rolling process, heat treatment process, processing, and finished product inspection process.
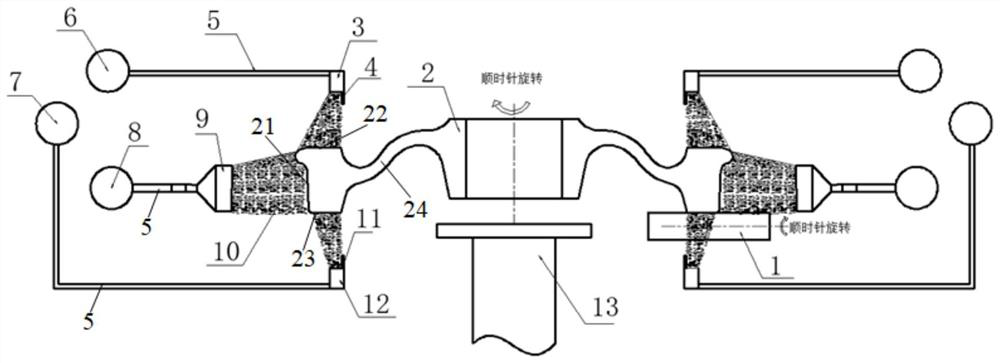
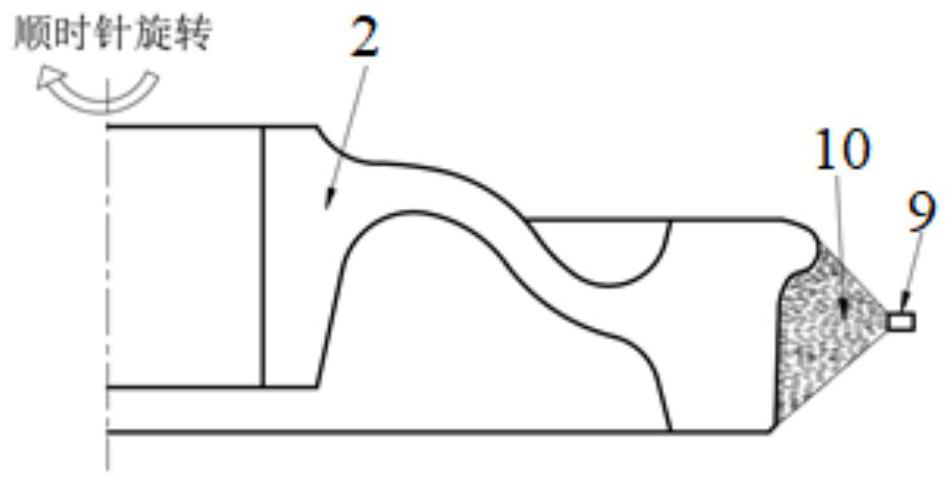
[0062] The heat treatment process is as follows: firstly, the rolled wheel is heated up to 860-880°C with the furnace and kept for 3 hours, and then it is quenched out of the furnace. The quenching time of the wheel tread is 400s, and the water pressure is 0.10MPa; the quenching time of the outer rim surface of the wheel is 260s, and the water pressure is 0.30MPa; image 3 shown), accelerate the cooling of the metal inside the rim to below 500°C, and finally temper in a furnace at 470±10°C for 5 hours, then take it out of the furnace and cool it to room temperature in air.
[0063] Such as Figure 5 As shown, the metallographic structure of the wheel rim prepared in Example 1...
Embodiment 2
[0066] C-grade molten steel is formed through electric furnace steelmaking process, LF furnace refining process, RH vacuum degassing process, round billet continuous casting process, ingot cutting process, hot rolling process, heat treatment process, processing, and finished product inspection process.
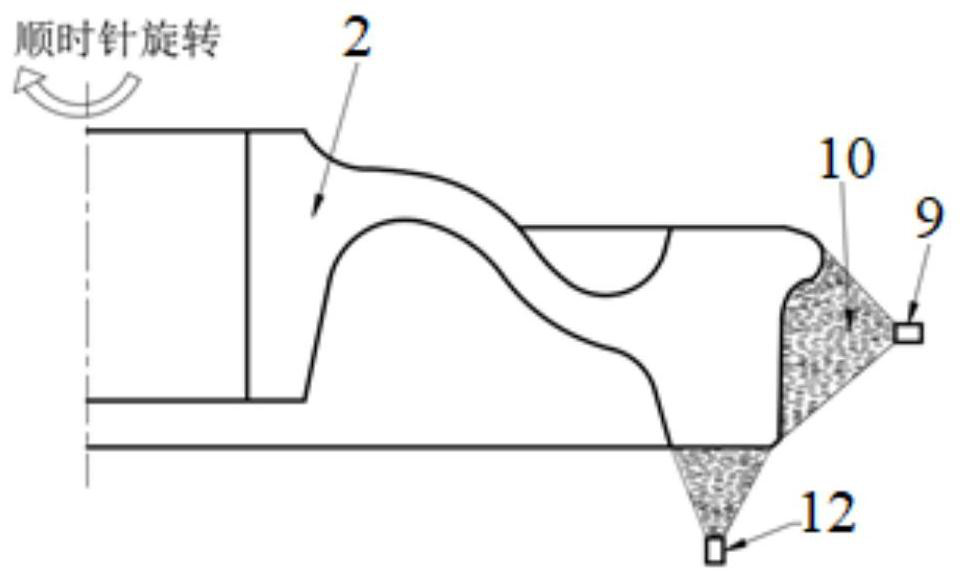
[0067]The heat treatment process is as follows: firstly, the wheel is heated to 860-880° C. with the furnace and kept for 3 hours, and then it is quenched out of the furnace. The quenching time of the wheel tread surface is 400s, and the water pressure is 0.10MPa; the quenching time of the outer and inner rim surface of the wheel is 260s, and the water pressure is 0.30MPa; Figure 4 As shown), the metal inside the rim is accelerated to cool down to below 500°C, and finally tempered at 470±10°C for 5 hours, then it is taken out of the furnace and air-cooled to room temperature.
[0068] Such as Figure 6 As shown, the metallographic structure of the wheel rim prepared in Examp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More