High-toughness TiAlNiN coating and preparation method and application thereof
A high-toughness, coating technology, applied in the coating, metal material coating process, vacuum evaporation coating, etc., can solve the problems of surface coating cracking and peeling, failure, TiAlN coating tool cutting performance decline, etc., to achieve Reduce elastic modulus, improve toughness, controllability and operability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
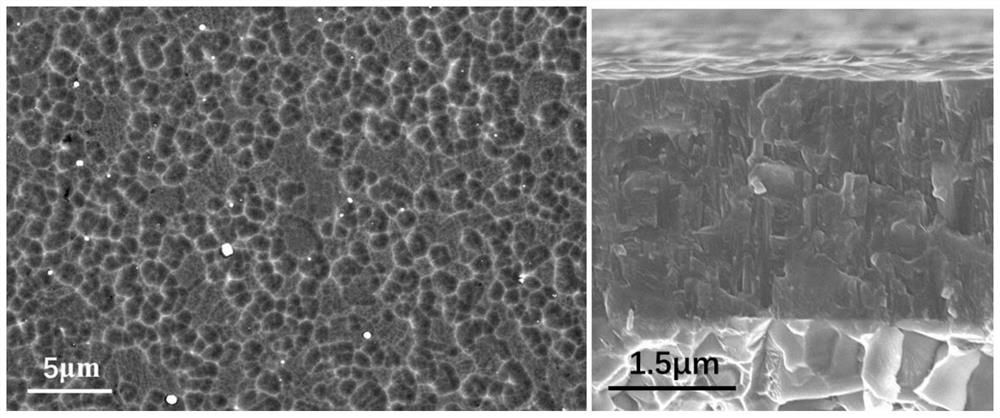
Embodiment 1
[0032] 1. Place the polished hard alloy block in acetone and ethanol solutions for ultrasonic cleaning, respectively, for 15 minutes; after cleaning, blow dry with nitrogen with a purity of ≥99.5%;
[0033] 2. Clamp the cleaned sample on the workpiece turret, adjust the revolution speed of the turret to 3rmp, turn on the mechanical pump and molecular pump to draw vacuum, turn on the heater, and set the heating temperature to 500°C;
[0034] 3. When the vacuum reaches 5.0×10 -3 Pa, open the Ar gas flow valve, adjust the flow rate, control the chamber pressure at 2.0Pa, set the bias voltage on the substrate to -400V, and the frequency to 100kHz, glow and clear the substrate for 60min, and adjust the temperature to 350°C;
[0035] 4. Close the Ar gas flow valve, open the N 2 Air flow valve, adjust the flow to keep the cavity pressure at 3.0Pa, set the bias voltage on the substrate to -150V, set Ti 45 al 50 Ni 5 Arc target current is 100A, ignites Ti 45 al 50 Ni 5 Arc targe...
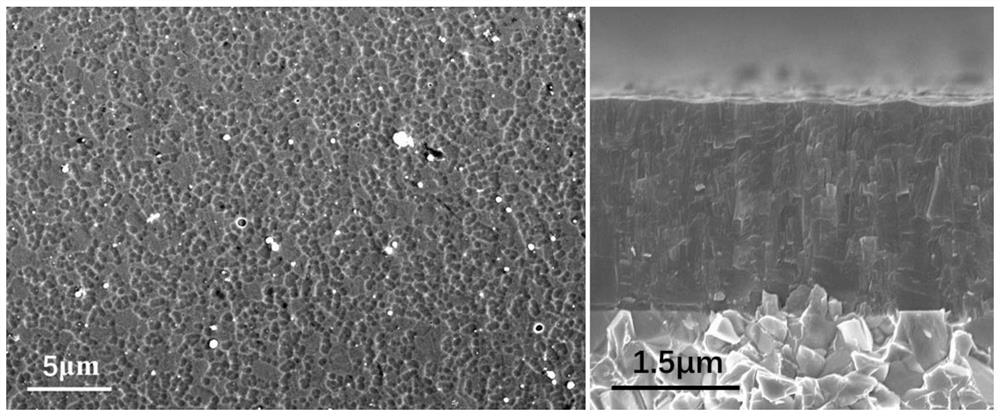
Embodiment 2
[0046]1. Place the polished hard alloy blocks in acetone and ethanol solutions for ultrasonic cleaning, respectively, for 30 minutes; after cleaning, blow dry with nitrogen with a purity of ≥99.5%;
[0047] 2. Clamp the cleaned sample on the workpiece turret, adjust the revolution speed of the turret to 3rmp, turn on the mechanical pump and molecular pump to draw vacuum, turn on the heater, and set the heating temperature to 500°C;
[0048] 3. When the vacuum reaches 5.0×10 -3 Pa, open the Ar gas flow valve, adjust the flow rate, control the chamber pressure at 2.0Pa, set the bias voltage on the substrate to -1000V, and the frequency to 10kHz, glow and clear the substrate for 30min, and adjust the temperature to 350°C;
[0049] 4. Close the Ar gas flow valve, open the N 2 Air flow valve, adjust the flow to keep the cavity pressure at 3.0Pa, set the bias voltage on the substrate to -140V, set Ti 40 Al 50 Ni 10 Arc target current is 60A, ignite Ti 40 Al 50 Ni 10 Arc targe...
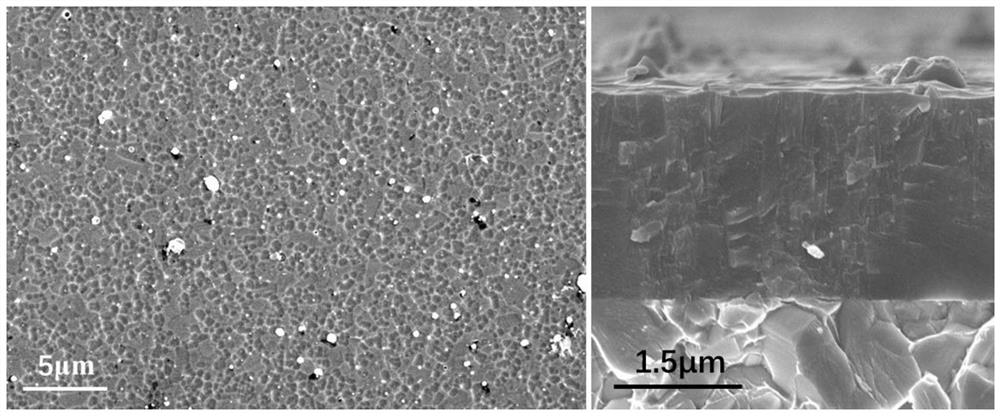
Embodiment 3
[0053] 1. Place the polished hard alloy blocks in acetone and ethanol solutions for ultrasonic cleaning, respectively, for 15 minutes; after cleaning, blow dry with nitrogen with a purity of ≥99.5%;
[0054] 2. Clamp the cleaned sample on the workpiece turret, adjust the revolution speed of the turret to 3rmp, turn on the mechanical pump and molecular pump to draw vacuum, turn on the heater, and set the heating temperature to 500°C;
[0055] 3. When the vacuum reaches 5.0×10 -3 Pa, open the Ar gas flow valve, adjust the flow rate, control the chamber pressure at 2.0Pa, set the bias voltage on the substrate to -800V, and the frequency to 80kHz, glow and clear the substrate for 30min, and adjust the temperature to 350°C;
[0056] 4. Close the Ar gas flow valve, open the N 2 Air flow valve, adjust the flow to keep the cavity pressure at 3.0Pa, set the bias voltage on the substrate to -100V, set Ti 30 Al 50 Ni 20 Arc target current is 80A, ignite Ti 30 Al 50 Ni 20 Arc targe...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More